-
Piccole parti stampate per laptop e telefoni cellulari
In quanto componenti interni essenziali per i m...
-
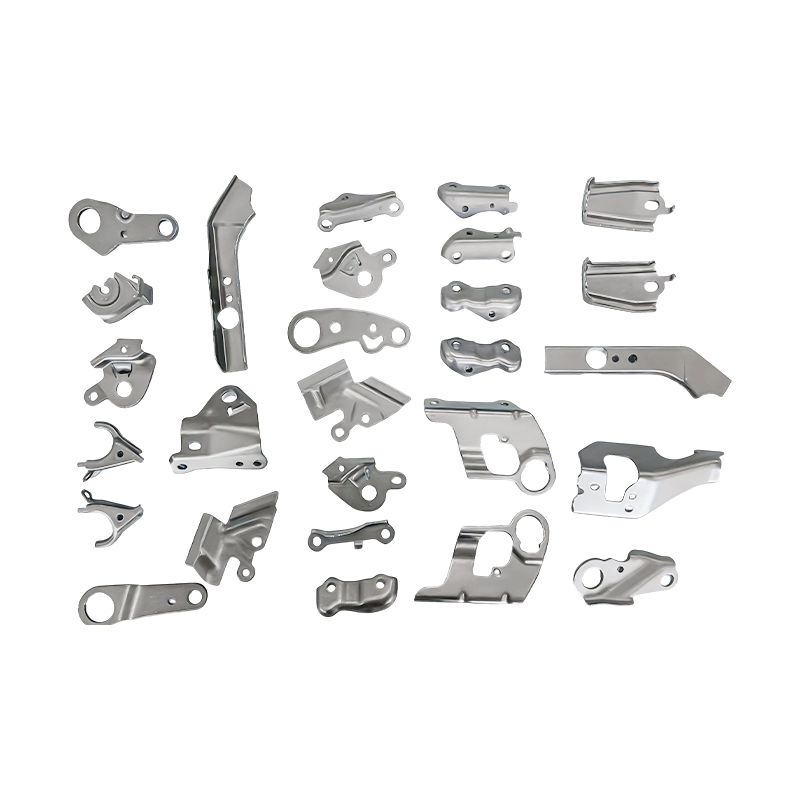
Piccole parti automobilistiche, parti per stampaggio a stampo progressivo
Le nostre piccole parti automobilistiche stampa...
-
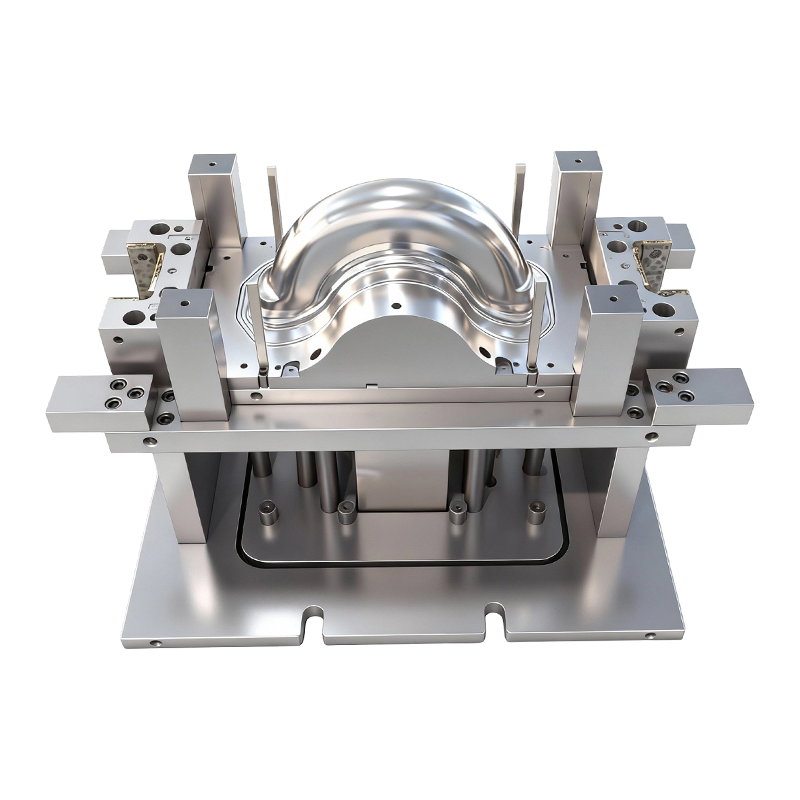
Stampo per imbutitura profonda per ruote anteriori e posteriori di veicoli elettrici a due ruote
Questo stampo per imbutitura profonda per ruote...
-
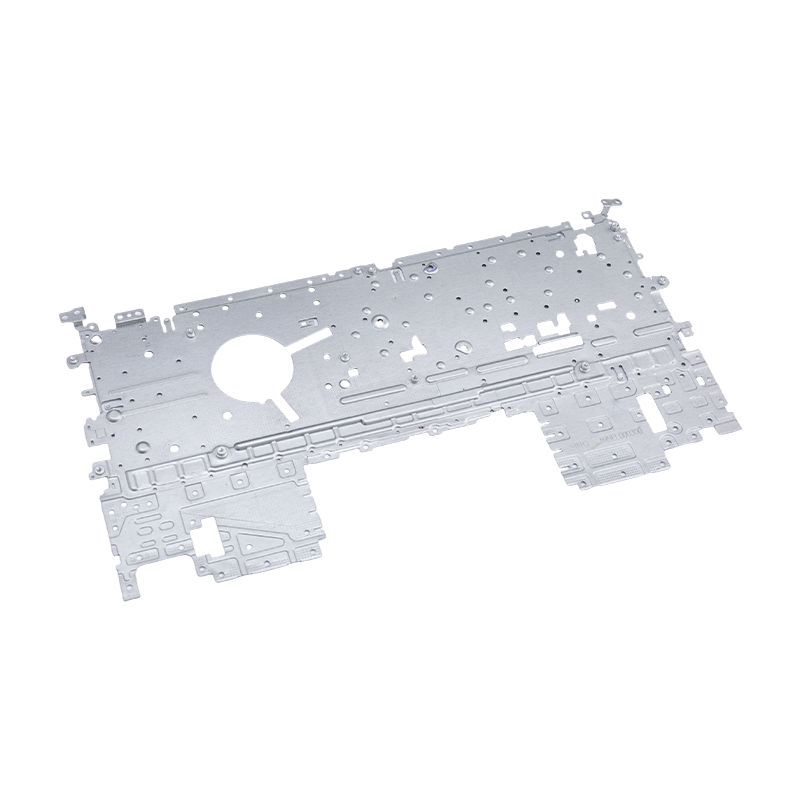
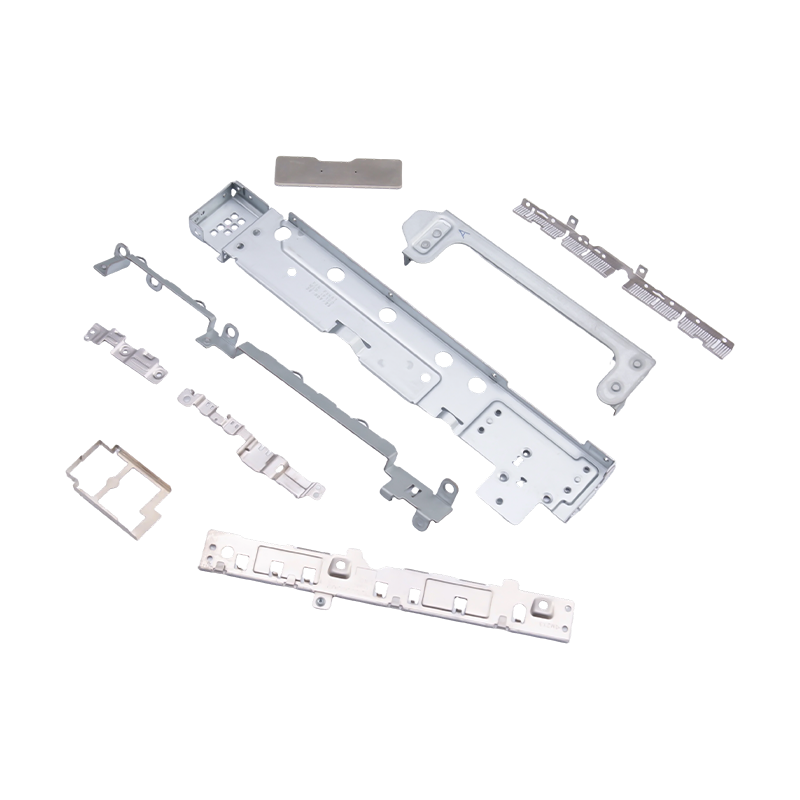
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
-
Parti stampate del coperchio della batteria
Le nostre parti stampate per il coperchio della...
-
Stampi progressivi per componenti automobilistici
Questo stampo continuo per alloggiamenti di mot...
Novità del settore
Casa / Novità / Novità del settore / Quali sono le differenze chiave tra la microstampaggio e le parti elettroniche standard?
Quali sono le differenze chiave tra la microstampaggio e le parti elettroniche standard?
2026-03-09
Comprensione delle parti di stampaggio elettronico e del loro ruolo nell'elettronica moderna
Parti elettroniche per lo stampaggio sono componenti metallici di precisione prodotti attraverso un processo di stampaggio progressivo o a trasferimento in cui la lamiera piatta o il materiale in bobina vengono progressivamente formati, punzonati, piegati e modellati da stampi temprati per produrre parti finite con tolleranze dimensionali strette. Questi componenti costituiscono la base strutturale ed elettrica di praticamente tutti i dispositivi elettronici attualmente in produzione: dagli smartphone e laptop consumer ai moduli di controllo automobilistici, agli impianti medici e ai sensori industriali. La categoria comprende un'enorme varietà di tipi di componenti tra cui terminali, connettori, schermature, staffe, contatti, telai conduttori, dissipatori di calore ed elementi a molla, tutti accomunati dalla caratteristica comune di essere formati da lamiera anziché lavorati a macchina da materiale solido o fusi da metallo fuso. All'interno dell'ampio universo delle parti elettroniche stampate, la distinzione tra micro-stampaggio e stampaggio standard rappresenta una delle linee di demarcazione più significative dal punto di vista pratico in termini di capacità di produzione, requisiti di processo e idoneità all'applicazione finale.
Definizione di parti standard per stampaggio elettronico: dimensioni e capacità
Le parti di stampaggio elettroniche standard occupano l'ampia zona di mezzo del settore dello stampaggio, comprendendo componenti con dimensioni e spessori di materiale che gli utensili convenzionali per stampi progressivi e le presse per stampaggio standard possono produrre in modo affidabile ad alti volumi. In termini pratici, le parti di stampaggio elettroniche standard sono generalmente prodotte da lamiere con spessori che vanno da circa 0,15 mm a 3,0 mm, con fori punzonati, caratteristiche sagomate e raggi di piegatura dimensionati in decimi di millimetro anziché in micron. Le tolleranze dimensionali sulle parti di stampaggio elettroniche standard rientrano generalmente nell'intervallo da ±0,05 mm a ±0,1 mm, ottenibili con attrezzature convenzionali ben mantenute su attrezzature di stampa che vanno dalle unità da banco da 25 tonnellate alle presse transfer da 400 tonnellate per componenti più grandi.
La gamma di materiali per le parti elettroniche standard di stampaggio è ampia e comprende acciaio laminato a freddo, acciaio inossidabile di qualità 301 e 304, leghe di rame come ottone C110, C194 e C260, leghe di alluminio 1100 e 3003 e alpacca. Le opzioni di finitura superficiale, inclusa la galvanica con stagno, nichel, argento o oro, vengono regolarmente applicate a parti elettroniche standard stampate per ottenere le caratteristiche di resistenza di contatto, resistenza alla corrosione e saldabilità richieste per il loro circuito specifico o funzione meccanica. I volumi di produzione per le parti di stampaggio elettronico standard possono variare da migliaia a centinaia di milioni di pezzi all'anno, con stampi progressivi che consentono velocità di ciclo da 100 a 800 corse al minuto a seconda della complessità della parte e delle dimensioni della pressa.
Cosa definisce il micro-stampaggio e dove si discosta dalla pratica standard
Il micro-stampaggio entra in scena quando i requisiti dimensionali delle parti elettroniche stampate superano ciò che gli strumenti standard e i controlli di processo possono offrire in modo affidabile. Sebbene non esista una soglia universalmente accettata, si ritiene generalmente che il micro-stampaggio inizi quando lo spessore del materiale scende al di sotto di 0,1 mm, quando le dimensioni degli elementi punzonati si avvicinano o superano un rapporto di 1:1 con lo spessore del materiale (ovvero diametri del foro uguali o inferiori allo spessore della lamiera da punzonare) o quando le dimensioni complessive della parte sono misurate in millimetri a una cifra con tolleranze ridotte da ±0,005 mm a ±0,02 mm. Su questa scala, le leggi fisiche che governano la deformazione del metallo, l'usura degli utensili e la dinamica della pressa richiedono approcci fondamentalmente diversi alla progettazione dello stampo, alla selezione della pressa, al controllo del processo e all'ispezione di qualità rispetto alla produzione di parti elettroniche standard.
L'incessante spinta dell'industria elettronica verso la miniaturizzazione è la forza principale che espande il mercato delle parti elettroniche microstampate. I connettori per smartphone, i componenti degli apparecchi acustici, gli alloggiamenti dei sensori indossabili, i contatti degli elettrocateteri di pacemaker cardiaci, l'imballaggio dei dispositivi MEMS e i telai degli elettrocateteri IC a passo fine richiedono tutti caratteristiche microstampate che semplicemente non possono essere prodotte secondo le specifiche utilizzando approcci di stampaggio convenzionali. Il divario tra ciò che lo standard e il microstampaggio possono ottenere è aumentato con l’accelerazione della miniaturizzazione dei dispositivi, rendendo la distinzione tra queste due categorie sempre più significativa dal punto di vista commerciale e tecnico.
Progettazione di attrezzature e costruzione di stampi: dove le differenze sono più pronunciate
Gli utensili utilizzati per produrre parti di stampaggio elettroniche microstampate differiscono dagli utensili standard in quasi ogni aspetto della progettazione, delle specifiche dei materiali e del processo di produzione. Gli stampi progressivi standard per le parti elettroniche di stampaggio sono costruiti con gradi di acciaio per utensili come D2, M2 o DC53, con giochi del punzone e dello stampo generalmente impostati sul 5-10% dello spessore del materiale per lato. A dimensioni standard, questi giochi sono ottenibili con le convenzionali apparecchiature di rettifica CNC e di taglio a filo per elettroerosione, e gli strumenti risultanti possono produrre milioni di parti prima di richiedere il ricondizionamento.
Gli stampi per microstampaggio per parti di stampaggio elettroniche in miniatura richiedono giochi misurati in micron a una cifra - a volte anche solo 1-3 micron per lato per le caratteristiche più fini - richiedono componenti di stampi fabbricati su rettificatrici ultraprecise e apparecchiature per elettroerosione di profili in grado di mantenere tolleranze di ±0,001 mm o migliori. I diametri del punzone per le caratteristiche microstampate possono essere piccoli fino a 0,05 mm, su questa scala il punzone è meccanicamente fragile e suscettibile alla deflessione sotto le forze laterali generate durante la punzonatura. I progettisti delle matrici compensano attraverso disposizioni di boccole di guida che supportano il punzone vicino alla faccia di taglio, lunghezze di ingresso della matrice ridotte che riducono al minimo la lunghezza del punzone non supportato e un allineamento controllato punzone-matrice ottenuto tramite colonne e boccole di guida rettificate di precisione con giochi a livello di micron.
Gli utensili in carburo, in particolare i gradi di carburo di tungsteno selezionati per la loro combinazione di durezza, tenacità e resistenza alla compressione, sono essenzialmente obbligatori per la produzione di parti elettroniche stampate con microstampaggio. Il tasso di usura dell'acciaio per utensili a dimensioni di punzone su scala microscopica renderebbe gli utensili economicamente impraticabili in un breve ciclo di produzione. Le matrici in carburo, sebbene significativamente più costose da fabbricare rispetto alle equivalenti in acciaio per utensili, forniscono la resistenza all'usura e la stabilità dimensionale necessarie per mantenere le dimensioni delle caratteristiche e la qualità dei bordi attraverso i milioni di corse necessarie per la produzione economicamente vantaggiosa di parti elettroniche microstampate.
Requisiti per l'attrezzatura di stampa e il controllo del processo
L'attrezzatura di stampa utilizzata per le parti elettroniche di stampaggio microstampate differisce sostanzialmente dalle specifiche della pressa di stampaggio standard. La produzione standard di parti elettroniche di stampaggio tollera un grado di deflessione del telaio della pressa, variazione di parallelismo delle slitte e vibrazioni dinamiche che sarebbero catastrofici su microscala. Le presse per microstampaggio sono costruite secondo specifiche di guida di scorrimento sostanzialmente più strette - tipicamente 0,003 mm o un parallelismo migliore - utilizzando guide di scorrimento con cuscinetti a rulli idrostatici o di precisione che mantengono un'altezza di chiusura costante indipendentemente dal carico eccentrico derivante dalle geometrie asimmetriche delle parti.
Le presse per microstampaggio servoazionate offrono vantaggi particolari per la produzione di componenti elettronici di precisione su microscala. La capacità di programmare profili di movimento arbitrari della slitta (avvicinamento lento al contatto per caratteristiche delicate, ritorno rapido per l'ottimizzazione del tempo di ciclo, sosta controllata al punto morto inferiore per operazioni di coniatura) fornisce un livello di flessibilità del processo che le presse meccaniche a manovella non possono eguagliare. Le servopresse eliminano inoltre i picchi di energia associati alle presse meccaniche azionate da volano, riducendo le vibrazioni trasmesse allo stampo e migliorando la coerenza dimensionale su lunghi cicli di produzione di parti di stampaggio elettroniche microstampate.
Confronto affiancato delle caratteristiche chiave
La tabella seguente fornisce un confronto strutturato delle principali differenze tra microstampaggio e processi standard per parti elettroniche stampate nelle dimensioni più rilevanti per i progettisti e gli specialisti degli approvvigionamenti:
| Caratteristico | Parti di stampaggio elettronico standard | Parti di stampaggio elettronico microstampate |
| Intervallo di spessore del materiale | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Tolleranza dimensionale | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Distanza della matrice per lato | 5–10% dello spessore del materiale | 1–3 micron assoluti |
| Materiale per utensili | Acciaio per utensili (D2, M2, DC53) | Carburo di tungsteno |
| Tipo di stampa | Meccanico/idraulico | Guida servo/idrostatica di precisione |
| Frequenza di corsa tipica | 100–800 mq | 200–1.500 giri/min (servo-ottimizzati) |
| Metodo di ispezione | CMM, comparatore ottico | Sistemi di visione, SEM, microscopia confocale |
| Costo degli utensili | Moderato | Da alto a molto alto |
Differenze nella selezione dei materiali per parti di stampaggio elettronico su scala ridotta
La scelta del materiale per le parti elettroniche microstampate comporta vincoli aggiuntivi oltre a quelli applicabili ai componenti standard. A spessori inferiori a 0,1 mm, la microstruttura del metallo diventa direttamente rilevante per il comportamento di stampaggio: la dimensione dei grani rispetto allo spessore del materiale può causare deformazioni incoerenti, formazione di bave e variazioni della qualità dei bordi che sarebbero trascurabili con spessori standard. Le applicazioni di microstampaggio in genere specificano materiali con strutture a grana controllata, spesso designati dalle specifiche a grana fine ASTM o JIS, per garantire un flusso di metallo costante e una qualità del bordo tagliato durante l'operazione di stampaggio.
Le leghe di rame rimangono i materiali conduttori più comuni per le parti elettroniche stampate microstampate, in particolare i gradi C194 (rame-ferro-fosforo) e C7025 (rame-nichel-silicio) che offrono una buona conduttività elettrica combinata con le caratteristiche della molla e la formabilità necessarie per contatti miniaturizzati e applicazioni terminali. Le leghe di rame-berillio, in particolare C17200 allo stato solubilizzato, sono specifiche per contatti a molla microstampati dove è richiesta la massima deformazione elastica sotto carico, sebbene la loro lavorazione richieda un'attenta attenzione ai controlli di salute e sicurezza durante le operazioni di stampaggio e finitura.
Sfide di ispezione e misurazione della qualità su scala microscopica
La verifica della conformità dimensionale delle parti elettroniche di stampaggio microstampate richiede apparecchiature e metodologie di ispezione che vanno ben oltre le macchine di misura a coordinate e i comparatori ottici standard nella maggior parte dei laboratori di qualità di stampaggio. Le dimensioni delle caratteristiche misurate in decine di micron richiedono sistemi di misurazione ottica senza contatto – in genere sistemi di visione automatizzati con obiettivi con risoluzione inferiore al micron e ottica telecentrica – in grado di misurare centinaia di caratteristiche per parte in secondi alle velocità della linea di produzione. Per le dimensioni più critiche, la microscopia elettronica a scansione (SEM) fornisce la risoluzione necessaria per caratterizzare la qualità dei bordi, l'altezza delle bave e le condizioni della superficie a un livello di dettaglio irraggiungibile con l'ottica ottica.
Il controllo statistico del processo per le parti elettroniche stampate microstampate deve essere implementato a un livello di rigore che vada oltre i tipici programmi SPC applicati alla produzione standard di parti elettroniche stampate. L'usura degli stampi su microscala produce tassi di deriva dimensionale che possono superare i limiti di tolleranza all'interno di un singolo turno di produzione piuttosto che nei cicli di produzione di più giorni tipici degli utensili standard. L'SPC in tempo reale con feedback automatizzato sui parametri della pressa (regolazione dell'altezza di chiusura, della progressione dell'alimentazione e dell'erogazione della lubrificazione in risposta alle tendenze dimensionali misurate) è una pratica sempre più standard nelle principali operazioni di micro-stampaggio al servizio del settore dell'elettronica di precisione.
Scelta tra parti di stampaggio elettronico micro e standard per la vostra applicazione
La decisione tra la specifica di parti microstampate o di stampaggio elettronico standard dovrebbe essere guidata da requisiti funzionali oggettivi piuttosto che dal presupposto che tolleranze più strette producano sempre prodotti migliori. Le parti di stampaggio elettronico standard sono appropriate ogni volta che i requisiti prestazionali dimensionali, elettrici e meccanici dell'applicazione possono essere soddisfatti entro l'ambito delle capacità dello stampaggio convenzionale - e nella maggior parte delle applicazioni di assemblaggio elettronico ciò è possibile. Il costo significativamente più basso degli utensili, una base di fornitori più ampia e una gestione della qualità più semplice associata alle parti di stampaggio elettronico standard rappresentano vantaggi reali a cui non si dovrebbe rinunciare senza una chiara giustificazione funzionale.
Il microstampaggio dovrebbe essere specificato quando la miniaturizzazione è un vero e proprio driver di progettazione, quando le dimensioni ridotte dei componenti consentono miglioramenti significativi nelle prestazioni del dispositivo, nella densità di integrazione o nell’esperienza dell’utente finale che giustificano un maggiore investimento in strumenti e una gestione della catena di fornitura più complessa. Applicazioni tra cui connettori ultraminiaturizzati per dispositivi medici impiantabili, contatti a molla sub-millimetrici per sensori indossabili, telai conduttori a passo fine per pacchetti IC avanzati e componenti di schermatura di precisione per moduli sensibili alle RF rappresentano tutti casi in cui le capacità delle parti elettroniche microstampate offrono un valore funzionale che non può essere replicato su scala standard.

Articolo precedente
Parti stampate in metallo per autoveicoli ed elettrodomestici: processi, materiali e standard di qualità
Articolo successivo
Qual è la differenza tra gli stampi per stampaggio automobilistico tradizionali e quelli ottimizzati per la simulazione?
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
