
-

Parti stampate per alloggiamenti di motori automobilistici
Le parti stampate dell'alloggiamento dei m...
-
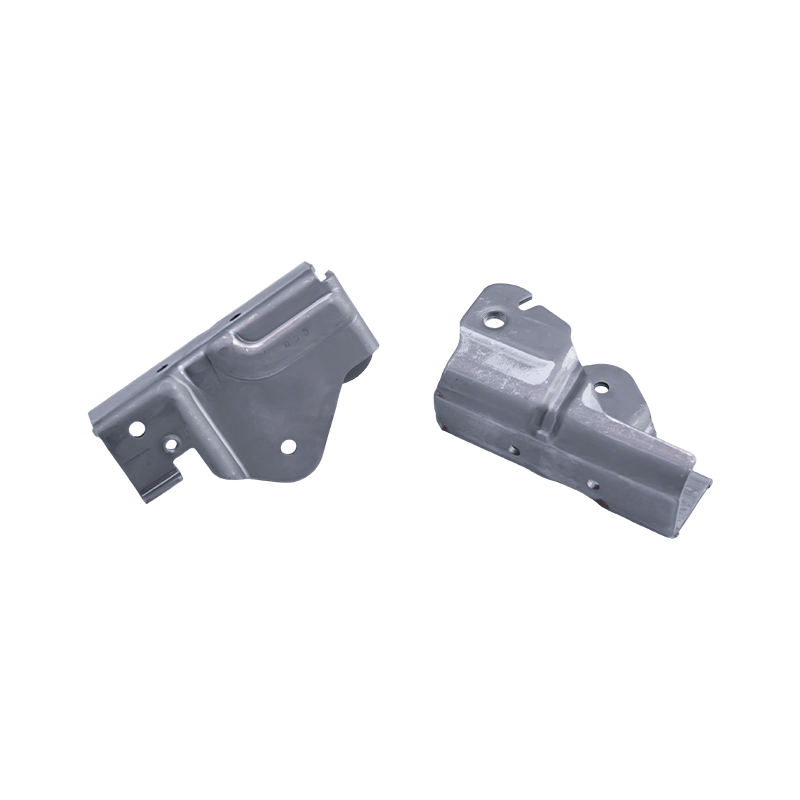
Parti stampate per seggiolini auto
Le parti stampate dei sedili per auto sono comp...
-
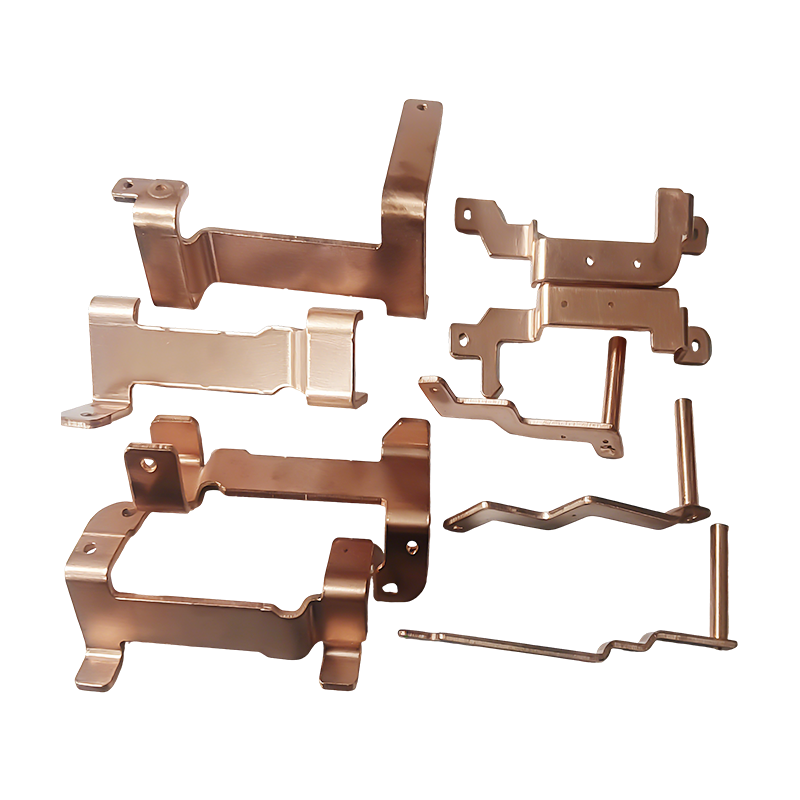
Parti per stampaggio sbarre in rame per veicoli di nuova energia
Le parti stampate delle sbarre collettrici in r...
-
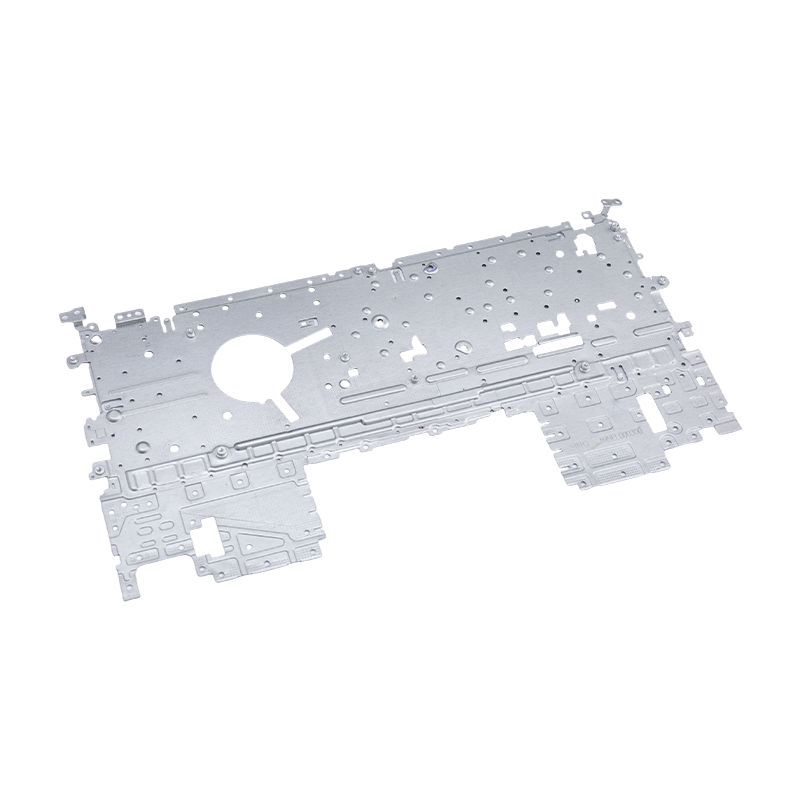
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
-
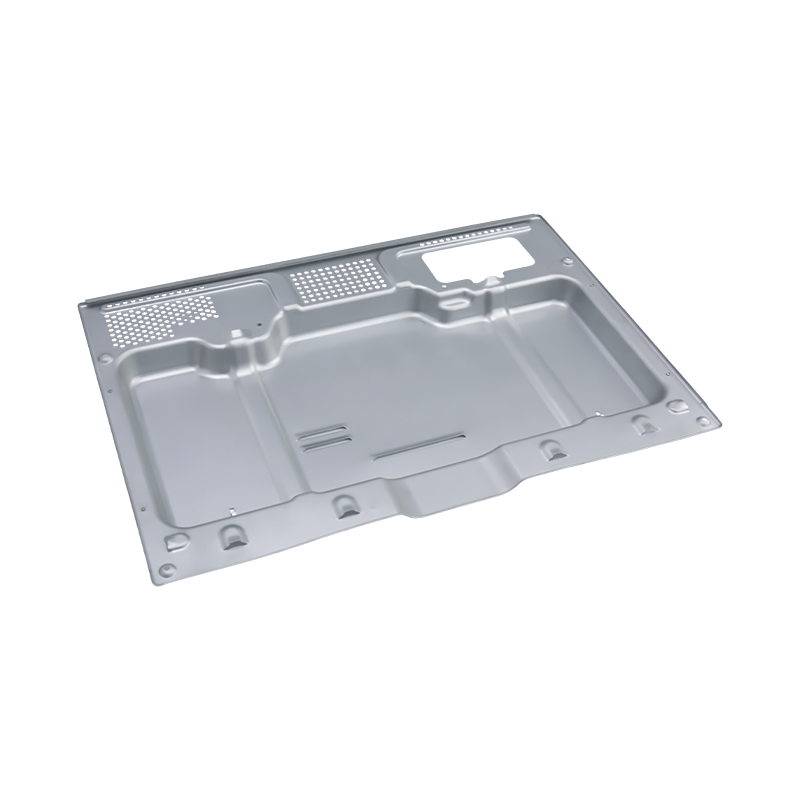
Parti per stampaggio di forni di fascia alta
I nostri componenti stampati per forni di fasci...
-
Parti per stampaggio di computer di grandi dimensioni di fascia alta
Le nostre parti stampate per computer di grandi...
Novità del settore
Casa / Novità / Novità del settore / Parti stampate in metallo per autoveicoli ed elettrodomestici: processi, materiali e standard di qualità
Parti stampate in metallo per autoveicoli ed elettrodomestici: processi, materiali e standard di qualità
2026-03-16
Cos'è la produzione di stampaggio?
La produzione per stampaggio è un processo di lavorazione dei metalli con formatura a freddo in cui la lamiera piana viene inserita in una pressa per stampaggio dotata di un set di stampi personalizzato e viene applicata una forza meccanica o idraulica per tagliare, piegare, disegnare o imprimere il materiale in una forma definita con precisione. Il processo comprende un'ampia famiglia di operazioni: tranciatura, perforazione, formatura, imbutitura profonda, coniatura e stampaggio progressivo, ciascuna adatta a diverse geometrie, spessori di materiale e volumi di produzione. Ciò che accomuna tutte queste operazioni è il vantaggio fondamentale dello stampaggio: la capacità di produrre grandi quantità di parti metalliche stampate dimensionalmente coerenti ad alta velocità e a basso costo unitario, con uno spreco di materiale minimo rispetto ai metodi di lavorazione sottrattiva.
Moderno produzione di stampaggio si affida a presse servoassistite e idrauliche che vanno da 20 a oltre 2.000 tonnellate di forza, abbinate a utensili di precisione realizzati con tolleranze misurate in micrometri. I software di progettazione e simulazione degli stampi assistiti da computer consentono agli ingegneri di prevedere il flusso del metallo, il ritorno elastico e l'assottigliamento prima che un singolo pezzo di acciaio venga tagliato, riducendo drasticamente i cicli di sviluppo degli utensili e i tassi di scarto del primo articolo. Il risultato è una disciplina produttiva in grado di fornire parti stampate in metallo che soddisfano i severi requisiti dimensionali e strutturali di settori diversi come l'elettronica di consumo, gli elettrodomestici e l'ingegneria automobilistica.
Processi principali nella produzione di stampaggio
Comprendere le operazioni specifiche che costituiscono la produzione di stampaggio aiuta gli ingegneri degli approvvigionamenti e i progettisti di prodotto a selezionare l'approccio più conveniente per una determinata geometria del componente e volume di produzione. Ciascuna delle principali categorie di processo comporta requisiti di attrezzatura e caratteristiche di output distinti.
Stampaggio progressivo
Lo stampaggio progressivo alimenta una striscia di metallo attraverso una serie di stazioni all'interno di un singolo set di stampi, ciascuna stazione esegue un'operazione: punzonatura, scantonatura, piegatura o formatura, mentre la striscia avanza. Nel momento in cui il nastro esce dalla stazione finale, le parti metalliche stampate completamente formate vengono separate dal nastro portante e raccolte. Questo approccio è altamente efficiente per parti di piccole e medie dimensioni prodotte in volumi molto elevati, come connettori terminali, clip per staffe e hardware di montaggio di apparecchiature, poiché l'intera sequenza viene eseguita alla velocità della macchina da stampa senza movimentazione manuale delle parti tra un'operazione e l'altra.
Imbutitura profonda
L'imbutitura profonda converte un pezzo grezzo di metallo piatto in un guscio cavo e senza giunzioni premendolo nella cavità dello stampo utilizzando un punzone. Il processo è fondamentale per la produzione di componenti cilindrici e scatolari, tra cui supporti per vasche interne di lavatrici, lattine per bevande e alloggiamenti di serbatoi di carburante per automobili. La selezione del materiale è fondamentale nell'imbutitura profonda: il metallo deve mostrare sufficiente duttilità e rapporti di formatura favorevoli per subire la grande deformazione plastica richiesta senza lacerazioni o grinze. L'acciaio a basso tenore di carbonio, le leghe di alluminio e l'acciaio inossidabile sono i materiali più comunemente imbutiti nelle applicazioni di stampaggio di elettrodomestici e automobili.
Cancellazione fine
La tranciatura fine è un processo di stampaggio specializzato che produce parti con bordi tranciati di eccezionale levigatezza e planarità, eliminando le operazioni di finitura secondarie richieste dalla tranciatura convenzionale. Applicando una contropressione e una forza dell'anello di picchettamento simultaneamente alla forza di tranciatura, la tranciatura fine mantiene il materiale in uno stato di sollecitazione di compressione durante tutto il processo di taglio, producendo superfici di taglio lisce su quasi l'intero spessore del materiale. Ciò rende la tranciatura fine il processo preferito per i componenti delle pinze dei freni e le staffe dei sedili nelle applicazioni automobilistiche, dove la qualità dei bordi influisce direttamente sulla resistenza alla fatica e sull'adattamento dell'assemblaggio.
Parti per stampaggio di metalli nella produzione di elettrodomestici
Gli elettrodomestici rappresentano uno dei settori di applicazione con il volume più elevato di parti stampate in metallo. La combinazione di complessità strutturale, requisiti di coerenza dimensionale e sensibilità ai costi nella produzione di elettrodomestici si allinea esattamente con ciò che offre la produzione di stampaggio. In tutte le categorie di prodotti, i componenti stampati gestiscono le funzioni di carico, allineamento e custodia che definiscono l'affidabilità a lungo termine dell'apparecchio.
Nei frigoriferi, i telai delle porte prodotti mediante profilatura a rulli e stampaggio a stampo progressivo forniscono il perimetro rigido che sostiene il peso della porta, mantiene le superfici di tenuta delle guarnizioni e accoglie i punti di attacco delle cerniere. La precisione dimensionale di questi telai influisce direttamente sull'allineamento della porta e sull'efficienza energetica: un telaio della porta fuori tolleranza anche di una frazione di millimetro può produrre una perdita dalla guarnizione che aumenta la frequenza del ciclo del compressore e il consumo di energia. Le staffe interne della vasca della lavatrice, generalmente realizzate in lamiera di acciaio zincato o inossidabile, devono resistere a carichi di squilibrio di rotazione ad alta velocità e cicli termici ripetuti senza cedimenti per fatica. I pannelli del telaio del condizionatore d'aria costituiscono lo scheletro strutturale dell'unità esterna, mantenendo compressori, ventole e scambiatori di calore in precise relazioni spaziali e resistendo alle vibrazioni e all'esposizione agli agenti atmosferici.
Lo spessore costante e le tolleranze strette delle parti metalliche stampate riducono gli spazi di assemblaggio in tutte queste applicazioni, semplificando il processo di assemblaggio finale, riducendo la necessità di dispositivi di fissaggio regolabili o operazioni di spessoramento e migliorando la qualità estetica del prodotto finito.
Parti per stampaggio metalli in applicazioni automobilistiche
L'industria automobilistica è il maggiore consumatore di parti metalliche stampate a livello globale, con un tipico veicolo passeggeri che contiene diverse centinaia di singoli componenti stampati che vanno dai pannelli della carrozzeria misurati in metri quadrati ai componenti dei freni di precisione misurati in millimetri. La produzione di stampaggi automobilistici opera secondo gli standard dimensionali e di proprietà meccanica più rigorosi di qualsiasi applicazione commerciale, poiché le conseguenze del guasto di un componente si estendono alla sicurezza dei passeggeri e alla conformità normativa.
I rinforzi dei pannelli della carrozzeria, ovvero gli elementi strutturali interni che irrigidiscono i rivestimenti delle portiere, i pannelli del tetto e i gruppi del cofano, vengono prodotti attraverso una combinazione di operazioni di imbutitura profonda, formatura con stiramento e riscontro. Questi componenti devono raggiungere una geometria del contorno precisa per garantire il corretto adattamento ai pannelli esterni e il posizionamento accurato della flangia di saldatura per l'assemblaggio della carrozzeria. L'acciaio altoresistenziale e gli acciai altoresistenziali avanzati sono sempre più utilizzati nei rinforzi della carrozzeria per ottenere il necessario assorbimento dell'energia d'urto con spessore e peso del materiale ridotti.
Le staffe dei sedili rappresentano un'altra categoria critica di parti metalliche stampate per autoveicoli. Questi componenti ancorano la struttura del sedile al pavimento del veicolo e devono resistere ai carichi statici e dinamici definiti dagli standard di protezione dagli urti degli occupanti. I componenti della staffa del sedile tranciati o stampati con precisione forniscono la qualità dei bordi e la planarità necessarie per una coppia costante dei bulloni e una forza di serraggio articolare affidabile per tutta la vita utile del veicolo. I componenti della pinza freno, compresi i supporti della staffa della pinza e le piastre di ancoraggio, sono prodotti con la precisione dimensionale che garantisce il corretto allineamento delle pastiglie, anche l'usura delle pastiglie e prestazioni di frenata prevedibili nell'intero intervallo di temperature di esercizio.
Selezione dei materiali per parti stampate in metallo
Le prestazioni delle parti stampate in metallo sono inseparabili dal materiale da cui sono formate. La produzione per stampaggio è compatibile con un’ampia gamma di metalli e leghe e la selezione del materiale ottimale richiede il bilanciamento di formabilità, proprietà meccaniche, resistenza alla corrosione e costi.
| Materiale | Proprietà chiave | Applicazioni tipiche |
| Acciaio a basso tenore di carbonio (DC01/DC04) | Ottima formabilità, basso costo | Telaio, staffe, custodie per apparecchi |
| Acciaio ad alta resistenza (HSLA) | Elevato limite di snervamento, buona saldabilità | Rinforzi pannelli carrozzeria, strutture sedili |
| Acciaio inossidabile (304/430) | Resistenza alla corrosione, finitura superficiale | Vasche per lavatrici, pannelli per elettrodomestici |
| Lega di alluminio (5052/6061) | Leggero, resistente alla corrosione | Parti della carrozzeria di automobili, dissipatori di calore |
| Acciaio zincato | Rivestimento in zinco, resistenza all'esterno | Telaio del condizionatore d'aria, staffe esterne |
Controllo di qualità nella produzione di stampaggio
Mantenere la coerenza dimensionale attraverso cicli di produzione ad alto volume è la sfida centrale della qualità nella produzione di stampaggio. L'usura degli stampi, la variazione del lotto di materiale, l'incoerenza della lubrificazione e la deflessione del piano della pressa possono introdurre una deriva dimensionale nel tempo, rendendo la misurazione sistematica e il monitoraggio del processo essenziali per la produzione di parti metalliche stampate che rimangano entro le specifiche per migliaia o milioni di cicli.
I principali produttori di stampi implementano un sistema di qualità a più livelli che combina rilevamento interno allo stampo, controllo statistico del processo e ispezione della macchina di misura a coordinate. Le principali pratiche di controllo della qualità includono:
- Ispezione del primo articolo (FAI): Verifica dimensionale completa delle prime parti di produzione rispetto ai disegni tecnici prima del rilascio della produzione in serie.
- Campionamento in corso: Misurazione periodica delle dimensioni critiche a intervalli di produzione definiti per rilevare l'usura degli utensili o la deriva del processo prima che si accumulino parti fuori tolleranza.
- Verifica CMM: Le macchine di misura a coordinate forniscono dati dimensionali tridimensionali per superfici dalla forma complessa che non possono essere verificate con calibri manuali.
- Ispezione di superfici e bordi: Ispezione visiva e tattile per individuare bave, crepe, grinze e difetti superficiali che influiscono sull'adattamento dell'assemblaggio o sulla durata a fatica.
- Revisione della certificazione dei materiali: I certificati di prova dei materiali in entrata vengono verificati rispetto ai requisiti delle specifiche relativi a resistenza alla trazione, resistenza allo snervamento, allungamento e peso del rivestimento.
Perché la produzione di stampaggio rimane la scelta preferita
Nonostante l’emergere di tecnologie di formatura alternative, tra cui il taglio laser, l’idroformatura e la produzione additiva, la produzione di stampaggio mantiene la sua posizione dominante nella produzione di componenti metallici in grandi volumi per ragioni convincenti e durevoli. Gli aspetti economici dello stampaggio sono fondamentalmente favorevoli su larga scala: una volta ammortizzato l’investimento in attrezzature, il costo per pezzo di una parte metallica stampata è in genere una frazione di quello che qualsiasi processo alternativo può ottenere a volumi equivalenti. La velocità della pressa di centinaia di corse al minuto, combinata con l'alimentazione automatizzata della bobina e la movimentazione dei pezzi, consente ritmi di produzione che nessun altro processo di formatura dei metalli di precisione può eguagliare.
Al di là dell'aspetto economico, le proprietà meccaniche delle parti metalliche stampate sono migliorate dall'effetto di lavorazione a freddo inerente al processo di stampaggio. La deformazione plastica durante la formatura aumenta la durezza e la resistenza allo snervamento del materiale nelle regioni deformate attraverso l'incrudimento, producendo parti finite con prestazioni meccaniche migliori rispetto alla lamiera originale. Questo effetto è particolarmente prezioso nei componenti strutturali automobilistici in cui il rapporto resistenza/peso è un fattore di progettazione primario. Per i produttori dei settori degli elettrodomestici e automobilistico che cercano componenti affidabili, convenienti e dimensionalmente precisi, la produzione di stampaggio rimane il fondamento indiscusso delle moderne catene di fornitura di componenti metallici.
Articolo precedente
Guida alle parti per stampaggio e disegno dei metalli
Articolo successivo
Quali sono le differenze chiave tra la microstampaggio e le parti elettroniche standard?
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
