-
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
-
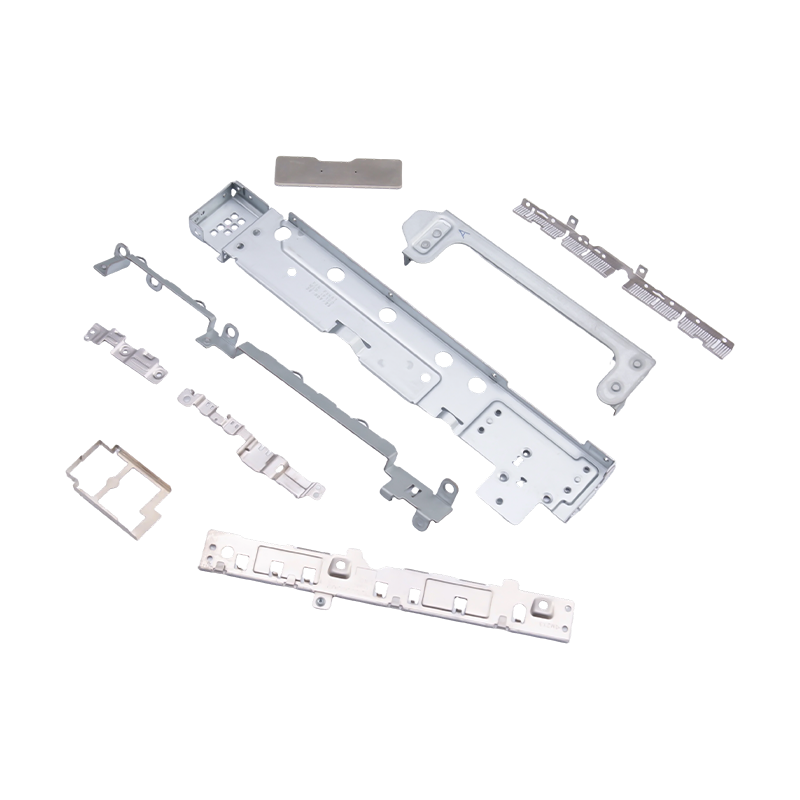
Piccole parti stampate per laptop e telefoni cellulari
In quanto componenti interni essenziali per i m...
-
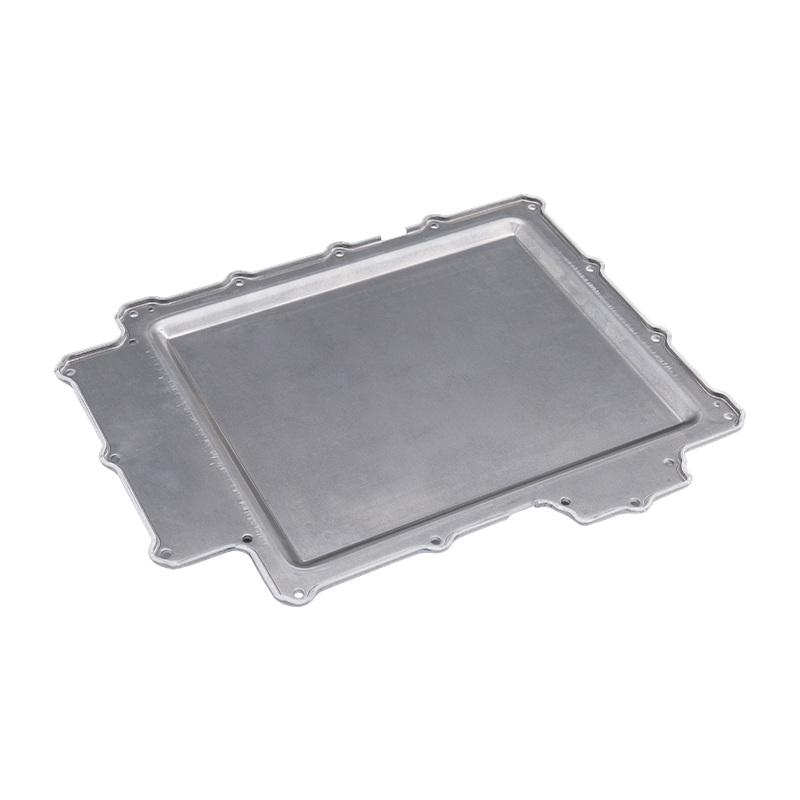
Parti stampate del coperchio della batteria
Le nostre parti stampate per il coperchio della...
-
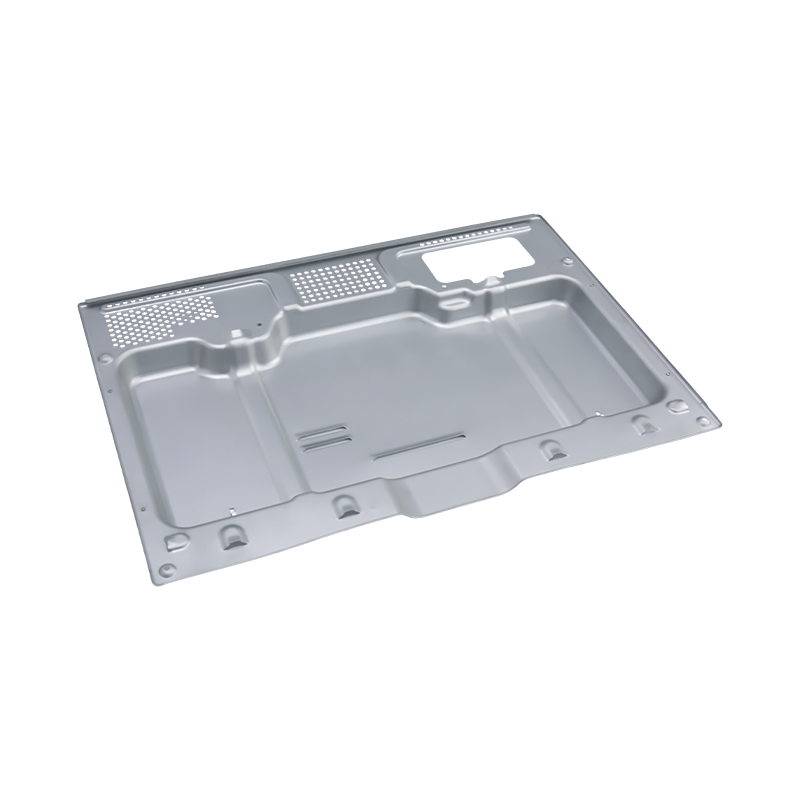
Parti per stampaggio di forni di fascia alta
I nostri componenti stampati per forni di fasci...
-
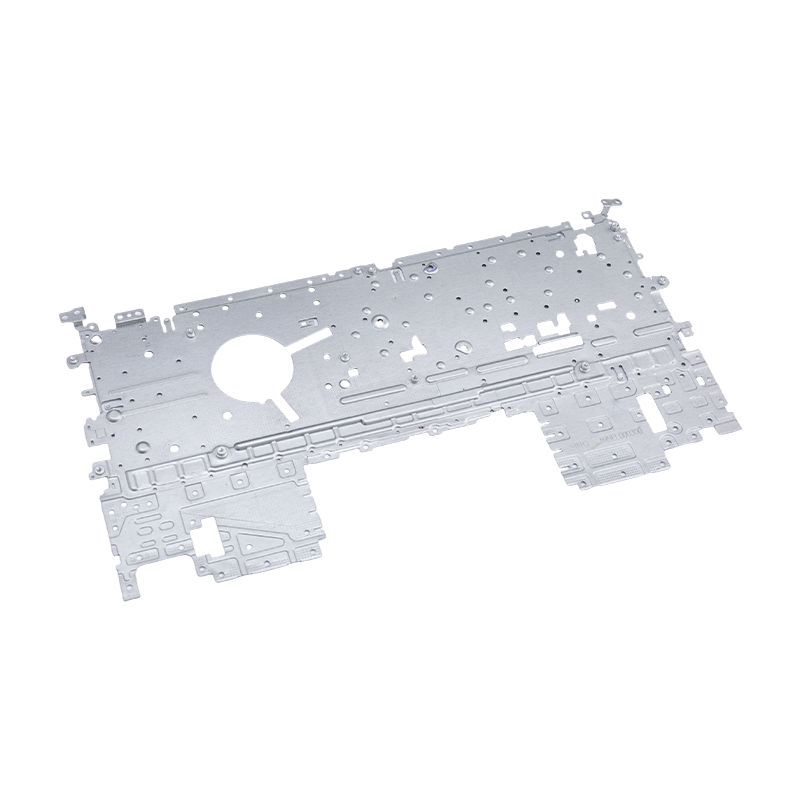
Parti per stampaggio di computer di grandi dimensioni di fascia alta
Le nostre parti stampate per computer di grandi...
-

Parti per stampaggio di autocarri pesanti
Le nostre parti stampate per autocarri pesanti ...
Novità del settore
Casa / Novità / Novità del settore / Qual è la differenza tra gli stampi per stampaggio automobilistico tradizionali e quelli ottimizzati per la simulazione?
Qual è la differenza tra gli stampi per stampaggio automobilistico tradizionali e quelli ottimizzati per la simulazione?
2026-03-02
Perché il divario tra gli stampi tradizionali e quelli ottimizzati per la simulazione è importante adesso
Stampi per stampaggio automobilistico sono sempre stati tra gli investimenti in attrezzature tecnicamente più impegnativi nella produzione di veicoli. Un singolo set di stampi per un pannello della carrozzeria può rappresentare centinaia di migliaia di dollari in tempi di progettazione, lavorazione e prova, e le conseguenze di un errore di progettazione si misurano non solo in costi di rilavorazione, ma anche in ritardi nel lancio della produzione, aumento del tasso di scarti e compromissione della qualità delle parti che si propaga attraverso le operazioni di assemblaggio a valle. Per decenni, la progettazione degli stampi si è basata sulla conoscenza empirica accumulata da esperti produttori di utensili: prove fisiche iterative, regolazioni manuali della forza del portagrezzo e della geometria del cordone di trazione e perfezionamento progressivo attraverso tentativi ed errori finché lo stampo non ha prodotto parti accettabili in modo coerente.
Il passaggio verso stampi per stampaggio automobilistico ottimizzati per la simulazione non è avvenuto da un giorno all'altro, ma il suo ritmo ha subito una brusca accelerazione poiché i programmi per i veicoli sono diventati contemporaneamente più complessi e più compressi in termini di tempo. I veicoli elettrici, in particolare, hanno introdotto nuove sfide relative ai materiali – involucri delle batterie in lega di magnesio-alluminio, componenti strutturali in acciaio ad altissima resistenza e complesse geometrie imbutite che spingono i limiti della formatura – che l’approccio empirico tradizionale non può affrontare in modo affidabile entro le tempistiche di sviluppo compresse richieste dal mercato. Comprendere le differenze concrete tra la progettazione e la produzione di stampi tradizionali e ottimizzate per la simulazione è essenziale per i team di ingegneri che valutano i propri processi di sviluppo degli utensili nel 2025 e oltre.
Come funziona realmente lo sviluppo degli stampi per stampaggio automobilistico tradizionali
Lo sviluppo tradizionale degli stampi per stampaggio automobilistico inizia con la geometria della parte e le specifiche dei materiali, da cui un progettista esperto di stampi costruisce un concetto di stampo basato su regole di progettazione consolidate e abbinamento di modelli con parti simili precedenti. La geometria del punzone, della matrice, del portagrezzo e della matrice viene definita attraverso una combinazione di formule manuali, linee guida di progettazione proprietarie e giudizio del progettista. La dimensione del pezzo grezzo viene stimata utilizzando metodi basati sull'area o uno spiegamento geometrico semplificato, e le posizioni dei cordoni di disegno e le forze di vincolo vengono selezionate in base all'esperienza generale con forme di pannelli comparabili piuttosto che all'analisi dello stato di sollecitazione specifico nella parte corrente.
La fase di prova fisica è quella in cui il processo tradizionale convalida o espone i limiti di questo approccio. Quando lo stampo iniziale produce parti con increspature in regioni a bassa sollecitazione, fessurazioni a raggi stretti, eccessivo assottigliamento del materiale in punti strutturali critici o ritorno elastico che spinge la geometria formata al di fuori della banda di tolleranza di ±0,02 mm richiesta per l'assemblaggio di pannelli della carrozzeria di precisione, la risposta è un intervento fisico: regolazione della forza del premilamiera attraverso l'aggiunta di spessori, modifica della geometria del cordone mediante saldatura e rimolatura, modifica del trattamento superficiale nelle zone ad alto attrito o taglio delle superfici dello stampo per alterare i modelli di flusso del metallo. Ogni intervento richiede un nuovo ciclo di prova e pannelli complessi possono richiedere dozzine di iterazioni prima che lo stampo produca parti costantemente accettabili.
Le implicazioni economiche di questo approccio sono sostanziali. Il tempo di prova fisica su una pressa transfer di grandi dimensioni o su una linea di fustellatura progressiva è costoso e il lavoro tecnico necessario per diagnosticare difetti, progettare interventi ed eseguire modifiche si accumula rapidamente su pannelli impegnativi. Ancora più significativo, l’approccio empirico non fornisce alcuna garanzia di convergenza: alcuni progetti di stampi basati esclusivamente sull’esperienza raggiungono un ottimo locale che non può essere migliorato senza una riprogettazione fondamentale, una situazione che potrebbe non diventare evidente finché non saranno già stati effettuati investimenti significativi in attrezzature fisiche.
Quali cambiamenti nella progettazione degli stampi ottimizzati per la simulazione nel processo di sviluppo
Lo sviluppo di stampi per stampaggio automobilistico ottimizzati per la simulazione sostituisce gran parte del ciclo fisico di tentativi ed errori con analisi di formatura virtuale condotte prima del taglio di qualsiasi metallo. Il software di analisi degli elementi finiti (FEA) modella l'intero processo di formatura, dal contatto del pezzo grezzo con il supporto del pezzo grezzo fino alla profondità di imbutitura completa, calcolando lo stress, la deformazione, la distribuzione dello spessore e il comportamento del ritorno elastico della lamiera in base alla geometria dell'utensile applicata e alle condizioni di processo. Il risultato della simulazione identifica le potenziali posizioni dei difetti: regioni che si avvicinano alla curva limite di formazione dove il rischio di fessurazione è elevato, zone di accumulo di sollecitazioni di compressione dove si verificheranno increspature e aree di eccessivo assottigliamento che comprometterebbero le prestazioni strutturali o la qualità della superficie.
Fondamentalmente, la simulazione consente un'ottimizzazione parametrica che sarebbe praticamente impossibile attraverso la prova fisica. La forza del premilamiera può essere variata nell'intero intervallo possibile in pochi minuti di calcolo per trovare il valore che sopprime contemporaneamente le increspature ed evita le fessurazioni: le modalità di guasto opposte che rendono la calibrazione della forza del premilamiera così impegnativa nello sviluppo di stampi tradizionali. La geometria, la posizione e la forza di ritenuta del cordone di disegno possono essere ottimizzate in modo indipendente per ciascuna sezione del perimetro grezzo, tenendo conto della resistenza al flusso dipendente dalla direzione necessaria per gestire la distribuzione del metallo in complesse geometrie di pannelli asimmetrici. La selezione del trattamento superficiale, comprese le finiture ultra lisce Ra ≤ 0,05μm richieste nelle zone di imbutitura profonda, può essere valutata attraverso studi di sensibilità del coefficiente di attrito che quantificano in che modo i miglioramenti della qualità della superficie influiscono sui risultati della formatura prima di impegnarsi nelle operazioni di lavorazione e finitura che li ottengono.
Stampi per imbutitura profonda per componenti di veicoli elettrici: dove la simulazione diventa essenziale
La transizione dei veicoli elettrici ha introdotto sfide formative che rendono la simulazione non solo vantaggiosa ma praticamente necessaria. Gli stampi per imbutitura profonda per componenti specifici dei veicoli elettrici, in particolare gli involucri delle batterie in lega di magnesio-alluminio con rapporti di imbutitura profonda superiori a 2,5:1, operano al limite di ciò che il materiale può sostenere senza guasti. Il comportamento limite di formabilità delle leghe di alluminio è fondamentalmente diverso da quello degli acciai dolci e ad alta resistenza su cui ha accumulato esperienza lo sviluppo tradizionale di stampi per stampaggio automobilistico: l'alluminio mostra una formabilità inferiore, effetti di anisotropia più forti e una maggiore sensibilità alla velocità di deformazione e alla temperatura rispetto ai tipi di acciaio convenzionali per pannelli della carrozzeria.
Gli strumenti di simulazione calibrati con dati accurati sulle proprietà dei materiali, tra cui curve limite di formatura, coefficienti di anisotropia e curve di stress di flusso determinate dai test di caratterizzazione fisica dei materiali, possono prevedere se la geometria proposta dello stampo formerà con successo un involucro di batteria in alluminio senza rompersi nel raggio del punzone o incresparsi nella flangia, prima che venga effettuato qualsiasi investimento in attrezzature. Questa capacità predittiva è particolarmente preziosa per rapporti di imbutitura profonda superiori a 2,5:1, dove la finestra di processo tra le modalità di guasto per increspatura e fessurazione si restringe al punto che è improbabile che l'aggiustamento empirico trovi una condizione operativa stabile senza una guida computazionale sistematica.
La previsione dell'assottigliamento del materiale è un altro risultato critico della simulazione per le matrici per imbutitura profonda EV. Gli involucri delle batterie e i componenti strutturali dei veicoli elettrici hanno definito requisiti minimi di spessore delle pareti guidati dall'analisi strutturale e dagli standard di sicurezza. La simulazione consente ai progettisti di stampi di verificare che l'assottigliamento nelle regioni più soggette a stiramento rimanga entro i limiti consentiti nell'intera gamma di variazioni di produzione (dispersione delle proprietà del materiale, tolleranza dello spessore del pezzo grezzo, variazione delle condizioni di lubrificazione) anziché solo nel punto di progettazione nominale rappresentato dalla prova fisica.
Confronto testa a testa: sviluppo di stampi per stampaggio tradizionali e ottimizzati per la simulazione
Le differenze pratiche tra i due approcci si comprendono meglio attraverso le dimensioni chiave che determinano i costi, i tempi e i risultati di qualità del programma:
| Dimensione dello sviluppo | Approccio tradizionale | Approccio ottimizzato per la simulazione |
| Tempi di rilevamento dei difetti | Prova fisica, post-lavorazione | Analisi virtuale, pre-lavorazione |
| Ottimizzazione della forza del premilamiera | Regolazione empirica dello spessore | Sweep parametrico FEA |
| Capacità dei materiali alluminio/EV | Inaffidabile con un rapporto di estrazione superiore a 2,0:1 | Convalidato per rapporti superiori a 2,5:1 |
| Gestione del ritorno elastico | Tagli di compensazione per tentativi ed errori | Predetto e precompensato in CAD |
| Raggiungimento della tolleranza (±0,02 mm) | Sono necessarie più iterazioni di prova | Capacità di primo colpo significativamente più alta |
| Rischio temporale del programma | Alto, iterazioni di prova imprevedibili | Riduzione dei problemi principali risolti virtualmente |
Integrazione del monitoraggio intelligente e ruolo delle strutture modulari degli stampi
L'ottimizzazione della simulazione non termina quando il progetto dello stampo viene finalizzato e lavorato. Le moderne matrici per stampaggio automobilistico integrano sempre più sistemi di monitoraggio intelligenti: sensori interni allo stampo che misurano la distribuzione della forza del premilamiera, sensori di emissioni acustiche che rilevano l'inizio delle cricche e sistemi di visione che ispezionano la geometria della parte alla velocità di stampa, che forniscono feedback in tempo reale durante la produzione. Questa infrastruttura di monitoraggio consente agli ingegneri di processo di rilevare la deviazione dalle condizioni di formatura ottimizzate che la simulazione ha stabilito come finestra operativa stabile, attivando azioni correttive prima che i tassi di difettosità aumentino piuttosto che dopo l'accumulo di scarti.
Le strutture modulari degli stampi estendono ulteriormente il valore dell'ottimizzazione della simulazione consentendo ai singoli componenti dello stampo (inserti in posizioni critiche per l'usura, segmenti di cordone, sezioni del supporto grezzo) di essere sostituiti in modo indipendente quando l'usura ne degrada la geometria al di sotto della tolleranza richiesta per mantenere la condizione di formatura ottimizzata. Invece di ritirare un intero set di stampi quando una regione si avvicina all’usura, la costruzione modulare consente la sostituzione mirata dei componenti interessati, preservando l’investimento nella struttura rimanente dello stampo e mantenendo la qualità del trattamento superficiale (Ra ≤ 0,05μm nelle zone critiche di formatura) da cui dipende il processo ottimizzato per la simulazione per condizioni di attrito costanti e qualità delle parti.
Guida pratica per i team di ingegneri che valutano la transizione
I team di ingegneri che stanno valutando una transizione dallo sviluppo di stampi per stampaggio automobilistico tradizionale a quello ottimizzato per la simulazione dovrebbero valutare il loro processo attuale rispetto a diversi criteri pratici. Le ragioni per investire nella simulazione sono più forti quando il programma include una qualsiasi delle seguenti caratteristiche che i metodi empirici tradizionali gestiscono in modo inadeguato:
- Materiali avanzati in acciaio o leghe di alluminio ad alta resistenza in cui i margini limite di formatura sono stretti e la variazione delle proprietà del materiale ha un impatto significativo sul rischio di difetti
- Matrici per imbutitura profonda mirate a rapporti di imbutitura superiori a 2,0:1, in particolare per involucri di batterie di veicoli elettrici e componenti strutturali cavi in cui i limiti di assottigliamento del materiale sono strettamente specificati
- Pannelli della carrozzeria con requisiti di superficie di Classe A in cui pieghe o difetti di deformazione della superficie sono esteticamente inaccettabili e non possono essere tollerati nemmeno temporaneamente durante la prova
- Programmi con tempistiche di sviluppo compresse in cui iterazioni estese di prova fisica rappresentano un rischio di pianificazione inaccettabile
- Stampi di produzione ad alto volume in cui il costo ammortizzato dell'investimento di simulazione è trascurabile rispetto ai miglioramenti in termini di efficienza produttiva derivanti da un processo di formatura più stabile e robusto
L’investimento richiesto per implementare lo sviluppo di stampi per stampaggio automobilistico ottimizzato per la simulazione comprende licenze software, test di caratterizzazione dei materiali per compilare schede accurate dei materiali di simulazione e lo sviluppo delle competenze ingegneristiche necessarie per interpretare i risultati della simulazione e tradurli in decisioni attuabili sulla progettazione degli stampi. Questi costi sono reali ma vengono costantemente recuperati attraverso la riduzione dei tempi di prova fisica, la riduzione del tasso di scarti durante il lancio della produzione e l’eliminazione delle modifiche degli stampi in fase avanzata che rappresentano alcuni degli interventi più costosi nello sviluppo del programma automobilistico. Per gli stabilimenti che producono stampi sia per pannelli di carrozzeria tradizionali che per componenti leggeri specifici per veicoli elettrici, la capacità di simulazione non è un'aspirazione futura: è un requisito competitivo attuale.

Articolo precedente
Quali sono le differenze chiave tra la microstampaggio e le parti elettroniche standard?
Articolo successivo
In che modo gli acciai avanzati ad alta resistenza modificano la produzione di componenti stampati per il settore automobilistico?
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
