-
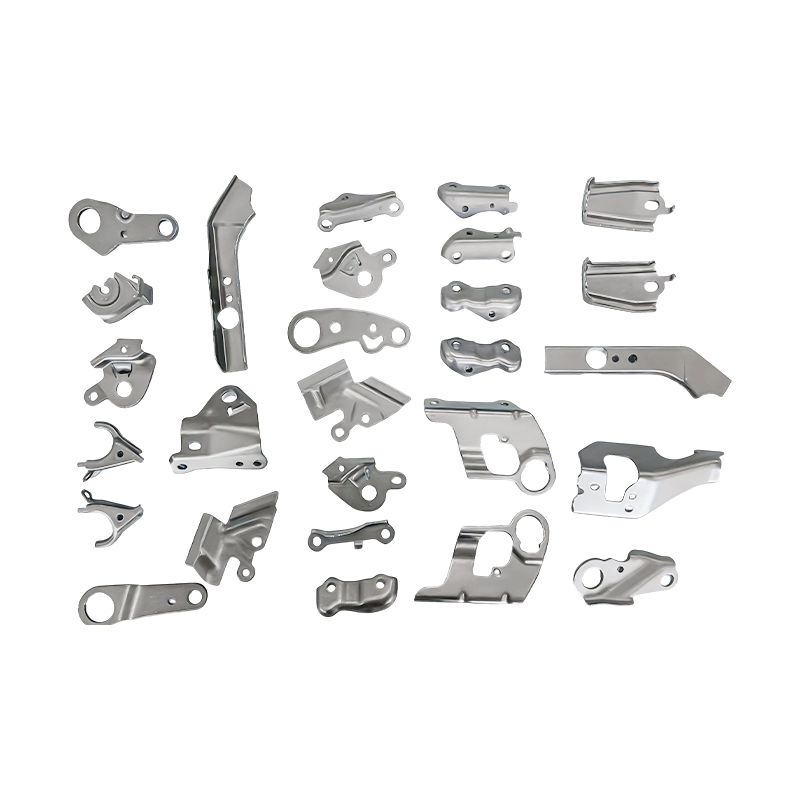
Piccole parti automobilistiche, parti per stampaggio a stampo progressivo
Le nostre piccole parti automobilistiche stampa...
-
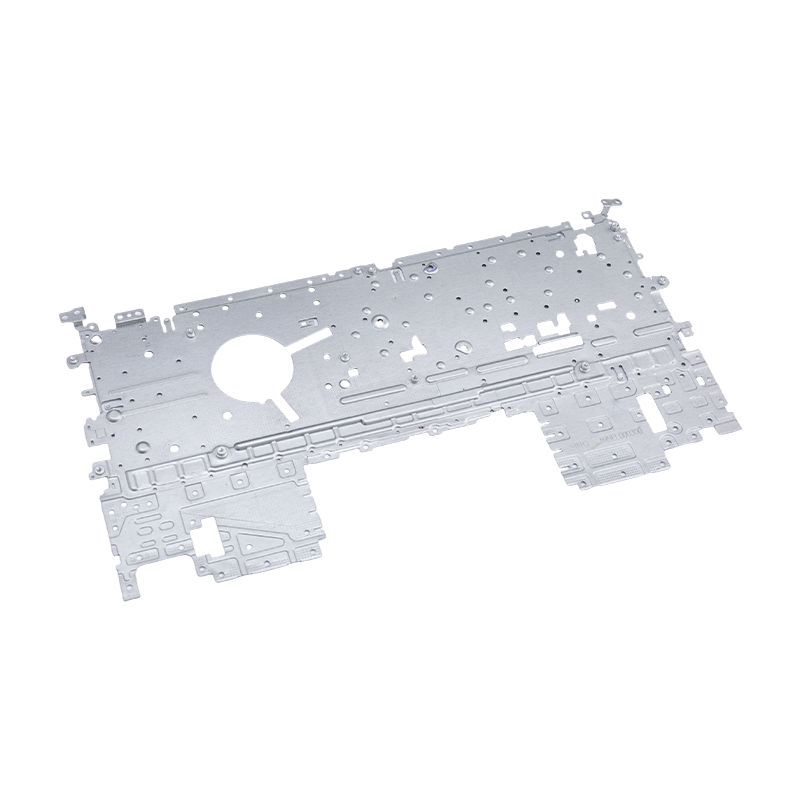
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
-
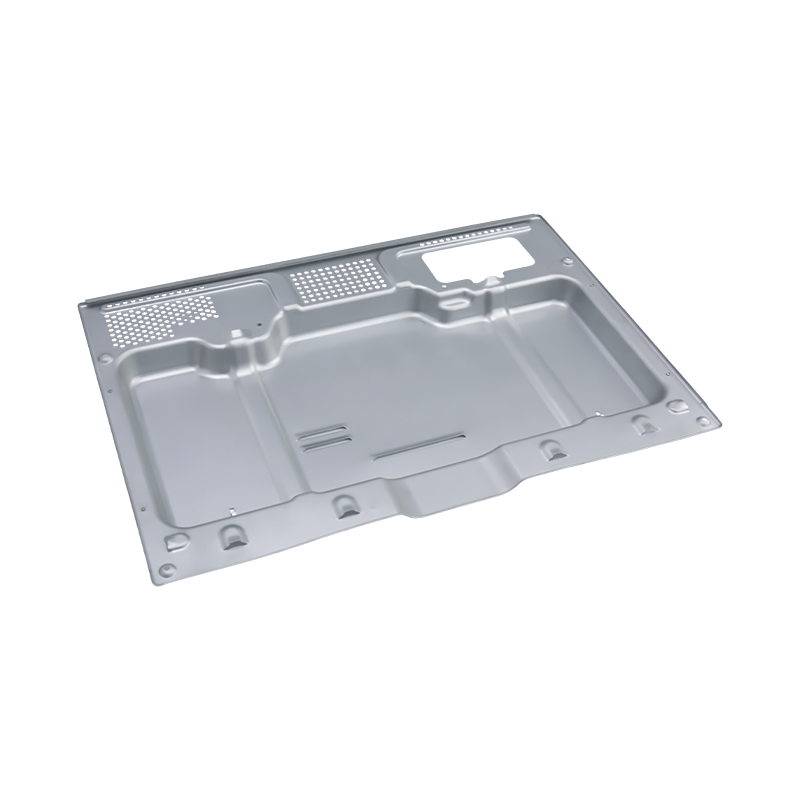
Parti per stampaggio di forni di fascia alta
I nostri componenti stampati per forni di fasci...
-
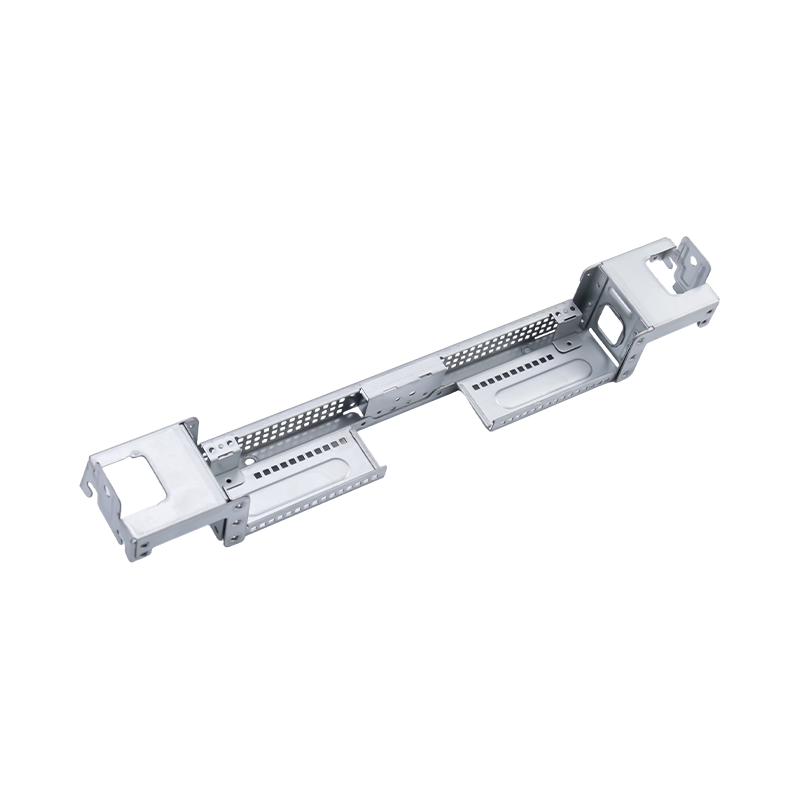
Parti per stampaggio di computer di grandi dimensioni di fascia alta
Le nostre parti stampate per computer di grandi...
-
Piccole parti stampate per laptop e telefoni cellulari
In quanto componenti interni essenziali per i m...
-

Parti per stampaggio di autocarri pesanti
Le nostre parti stampate per autocarri pesanti ...
Novità del settore
Guida alle parti per stampaggio e disegno dei metalli
2026-03-23
Cosa sono le parti per stampaggio dei metalli e come sono realizzate
Parti stampate in metallo sono componenti metallici formati con precisione prodotti applicando una forza controllata attraverso una pressa di stampaggio per deformare la lamiera in una forma definita utilizzando matrici in acciaio per utensili temprato. Il processo comprende una famiglia di operazioni (tranciatura, perforazione, piegatura, formatura, coniatura e goffratura) che possono essere eseguite singolarmente in stampi a fase singola o combinate in stampi progressivi o di trasferimento che completano più operazioni in un'unica corsa della pressa. Il risultato è un componente con geometria coerente, tolleranze dimensionali strette e caratteristiche di finitura superficiale determinate interamente dalla progettazione dello stampo piuttosto che dall'abilità dell'operatore, rendendo lo stampaggio uno dei processi di formatura dei metalli più ripetibili e scalabili a disposizione dei produttori.
L'economia delle parti stampate in metallo è determinata dall'ammortamento dello stampo su volumi di produzione elevati. Una volta effettuato l'investimento in attrezzature, il costo per pezzo dei componenti stampati diminuisce rapidamente con il volume, rendendo lo stampaggio il processo di formatura dominante per qualsiasi applicazione che richieda migliaia o milioni di componenti metallici identici. Per i produttori di elettrodomestici che producono milioni di unità all’anno e per gli OEM automobilistici con centinaia di migliaia di modelli in serie, il vantaggio in termini di costo per pezzo dello stampaggio rispetto alla lavorazione meccanica o alla fusione è decisivo. Lo spessore costante e le tolleranze strette vengono mantenute automaticamente dalla geometria dello stampo, eliminando la variabilità dimensionale che richiede l'ispezione e lo smistamento manuale in metodi di produzione meno precisi.
Prodotti di parti trafilate in metallo: principi e funzionalità del processo
I componenti metallici trafilati vengono realizzati mediante imbutitura profonda, un sottoprocesso di stampaggio in cui un pezzo grezzo di lamiera piana viene trascinato radialmente in uno stampo di formatura mediante l'azione meccanica di un punzone, creando un componente cavo e senza giunture con una profondità che supera il suo diametro. L'imbutitura profonda è il processo alla base di barattoli, tazze, gusci, alloggiamenti e involucri cilindrici praticamente in ogni settore manifatturiero. A differenza delle operazioni di piegatura o tranciatura che tagliano o piegano il materiale, l'imbutitura profonda deforma plasticamente il metallo provocando un flusso controllato di materiale dall'area della flangia nella cavità dello stampo, convertendo la lamiera piana in forma tridimensionale senza rimozione del materiale.
La qualità dei prodotti di parti metalliche imbutite dipende dalla gestione precisa di diversi parametri di processo interagenti: forza del premilamiera, velocità del punzone, lubrificazione, duttilità del materiale e rapporto di imbutitura, ovvero la relazione tra diametro del pezzo grezzo e diametro del punzone. Il superamento del rapporto di stiro limite del materiale senza ricottura intermedia provoca grinze, lacerazioni o disuniformità dello spessore delle pareti che rendono la parte inutilizzabile. Le moderne operazioni di imbutitura profonda utilizzano la simulazione degli elementi finiti durante la progettazione dello stampo per prevedere il flusso di materiale e ottimizzare i parametri di processo prima di tagliare qualsiasi utensile, riducendo significativamente i tempi di sviluppo e gli scarti associati agli approcci empirici per tentativi ed errori.
Differenze chiave tra stampaggio e imbutitura profonda
- Geometria della parte — Le parti metalliche stampate sono generalmente componenti piatti o poco profondi prodotti in un'unica corsa di pressa, mentre i prodotti metallici trafilati sono gusci tridimensionali cavi prodotti attraverso il flusso progressivo di materiale in una o più fasi di stiratura.
- Stato tensionale dei materiali — Lo stampaggio sottopone principalmente il materiale a sollecitazioni di trazione, compressione o flessione nel piano della lamiera. L'imbutitura profonda crea uno stato di sollecitazione biassiale complesso - trazione nella parete, compressione nella flangia - che richiede materiali con elevato allungamento e bassi rapporti snervamento/resistenza alla trazione per una formatura riuscita.
- Complessità degli utensili — Le matrici per imbutitura profonda richiedono un controllo preciso del gioco tra punzone e matrice, sistemi di supporto del pezzo grezzo e spesso più fasi di ritrafilatura per componenti profondi, rendendo gli utensili più complessi e costosi rispetto alle matrici per stampaggio di volume equivalente per parti piatte.
- Requisiti di finitura superficiale — I prodotti con parti trafilate in metallo utilizzati in applicazioni visibili, come alloggiamenti per elettrodomestici o imballaggi per cosmetici, richiedono un'attenta gestione della lubrificazione e una finitura superficiale dello stampo per evitare segni di utensile, grippaggio e buccia d'arancia sulla superficie trafilata.
Materialei utilizzati nelle operazioni di stampaggio e imbutitura dei metalli
Selezione dei materiali per parti stampate in metallo e prodotti di parti trafilate in metallo è una delle decisioni più importanti nel processo di sviluppo dei componenti. Il materiale scelto deve soddisfare i requisiti di proprietà meccaniche dell'applicazione, i requisiti di formabilità del processo di stampaggio o imbutitura, i requisiti di finitura superficiale della parte finita e i vincoli di costo del programma di produzione. I seguenti materiali rappresentano la grande maggioranza dei componenti stampati e trafilati nei settori industriali.
| Material | Proprietà chiave | Applicazioni tipiche |
| Acciaio a basso tenore di carbonio (DC01–DC06) | Ottima formabilità, basso costo, saldabile | Pannelli elettrodomestici, staffe, rinforzi carrozzeria |
| Acciaio ad alta resistenza (HSS/AHSS) | Elevata resistenza allo snervamento, assorbimento dell'energia d'urto | Componenti strutturali e di sicurezza per autoveicoli |
| Acciaio zincato/elettrozincato | Resistenza alla corrosione, verniciabile | Vasche per lavatrici, telai per frigoriferi |
| Acciaio inossidabile (304, 430) | Resistenza alla corrosione, superficie igienica | Rivestimenti interni per elettrodomestici, attrezzature alimentari |
| Lega di alluminio (1xxx, 3xxx, 5xxx) | Leggero, resistente alla corrosione | Pannelli di carrozzeria automobilistica, scambiatori di calore |
| Rame e ottone | Conduttività elettrica, formabilità | Contatti elettrici, connettori, terminali |
Parti per stampaggio di metalli nella produzione di elettrodomestici
La produzione di elettrodomestici è uno dei settori di applicazione più ampi ed esigenti per le parti stampate in metallo. Ogni principale categoria di elettrodomestici – frigoriferi, lavatrici, condizionatori d'aria, lavastoviglie ed elettrodomestici da cucina – contiene da decine a centinaia di componenti stampati che svolgono contemporaneamente ruoli strutturali, funzionali ed estetici. La coerenza dimensionale garantita dallo stampaggio è essenziale nell'assemblaggio di elettrodomestici, dove componenti di più fornitori devono adattarsi entro strette tolleranze di assemblaggio su linee di produzione ad alta velocità.
Frigoriferi
I telai delle porte dei frigoriferi sono tra le parti stampate più critiche dal punto di vista dimensionale nella produzione di elettrodomestici. Il telaio della porta deve mantenere planarità e rettilineità entro tolleranze strette per garantire un contatto coerente con la guarnizione della porta su tutto il suo perimetro, un requisito direttamente collegato alla classificazione di efficienza energetica del frigorifero. Qualsiasi deviazione dimensionale che crea spazi tra le guarnizioni provoca perdite di aria fredda, aumento del tempo di funzionamento del compressore e consumo di energia superiore al valore certificato. La capacità dello stampaggio di mantenere queste tolleranze in modo coerente nella produzione di grandi volumi è ciò che lo rende l'unico metodo di produzione pratico per questa applicazione.
Lavatrici
Le staffe interne della vasca della lavatrice sono parti stampate che devono resistere a carichi dinamici significativi (le forze centrifughe durante i cicli di centrifuga possono raggiungere diverse centinaia di chilogrammi) mantenendo precise relazioni di posizione tra la vasca, i cuscinetti del cestello e il gruppo motore. La precisione dimensionale della staffa influisce direttamente sull'equilibrio delle vibrazioni durante la rotazione ad alta velocità, che a sua volta determina i livelli di rumore, la durata dei cuscinetti e la durata della fatica strutturale dell'intera macchina. Le staffe stampate prodotte con spessore costante e tolleranze strette eliminano la variazione di assemblaggio che altrimenti richiederebbe regolazioni di bilanciamento individuali su ciascuna unità.
Condizionatori d'aria
Il telaio del condizionatore d'aria utilizza parti stampate per un carico stabile e un montaggio preciso del compressore, del motore della ventola, dello scambiatore di calore e dei componenti elettrici. Il telaio deve mantenere la sua geometria dimensionale nonostante le sollecitazioni meccaniche di trasporto, installazione e anni di vibrazioni del compressore e della ventola. Il telaio in acciaio stampato con spessore delle pareti costante fornisce il rapporto rigidità-peso richiesto per queste applicazioni senza il costo di alternative lavorate o fuse.
Applicazioni automobilistiche: sicurezza, precisione e prestazioni
Nel settore automobilistico, le parti metalliche stampate sono fondamentali per la sicurezza e le prestazioni in modo tale da rendere la precisione dimensionale e l'integrità dei materiali requisiti non negoziabili. Le specifiche di stampaggio automobilistico sono tra le più rigorose in qualsiasi settore manifatturiero, con tolleranze dimensionali sui componenti critici per la sicurezza misurate in decimi di millimetro e requisiti di proprietà dei materiali verificati attraverso il controllo statistico del processo anziché l'ispezione a campione.
Componenti di freni e sospensioni
I componenti delle pinze freno rappresentano alcune delle applicazioni più impegnative per le parti metalliche stampate nel settore automobilistico. La staffa della pinza e l'hardware di montaggio devono mantenere una geometria precisa per garantire il corretto allineamento delle pastiglie, una distribuzione uniforme della forza di bloccaggio e prestazioni di frenata costanti nell'intera gamma di temperature e carichi operativi. L'elevata precisione dimensionale dello stampaggio, in genere ±0,1 mm o migliore su elementi critici negli strumenti di produzione, soddisfa questi requisiti ai volumi e ai costi richiesti dalla produzione automobilistica. Qualsiasi deviazione dalla geometria specificata nei componenti dei freni si traduce direttamente in una variabilità delle prestazioni di frenata che influisce sulla certificazione di sicurezza del veicolo.
Strutture dei sedili e rinforzi della carrozzeria
Le staffe dei sedili e i rinforzi dei pannelli della carrozzeria si affidano all'elevata precisione dimensionale dello stampaggio per soddisfare i severi standard di sicurezza automobilistica nei test sulle prestazioni in caso di incidente. Le staffe dei sedili devono mantenere l'integrità del percorso del carico sotto le forze estreme generate in eventi di impatto frontale e laterale, garantendo che i sistemi di ritenuta degli occupanti funzionino come previsto. I rinforzi dei pannelli della carrozzeria (travi anti-intrusione delle portiere, inserti dei montanti B e rinforzi dei tunnel del pavimento) sono sempre più realizzati con stampati di acciaio avanzati ad alta resistenza che assorbono l'energia dell'urto attraverso una deformazione controllata, un comportamento che dipende in modo critico dalla precisa consistenza dello spessore del materiale e dall'accuratezza della geometria. La versatilità delle parti metalliche stampate in queste applicazioni critiche per la sicurezza le rende indispensabili per una produzione affidabile ed economica nel settore automobilistico.
Controllo di qualità e gestione delle tolleranze nella produzione di stampaggio
Mantenere la coerenza dimensionale nella produzione di stampaggio ad alto volume richiede un approccio sistematico al controllo qualità che inizia con la progettazione dello stampo e continua attraverso ogni fase della produzione. La precisione dimensionale che rende preziose le parti metalliche stampate nell'assemblaggio (riducendo gli spazi di assemblaggio, tagliando i costi di produzione e migliorando la durabilità del prodotto) non è un risultato automatico del processo di stampaggio. È il risultato di un controllo disciplinato del processo applicato in modo coerente durante l'intero ciclo di produzione.
- Ispezione primo articolo (FAI) — La verifica dimensionale completa dei primi pezzi di produzione rispetto al disegno tecnico utilizzando macchine di misura a coordinate (CMM) conferma che lo stampo produce pezzi entro la tolleranza prima che inizi la produzione in serie. I dati FAI forniscono la base rispetto alla quale viene misurata la successiva variazione della produzione.
- Controllo statistico del processo (SPC) — Il monitoraggio continuo delle dimensioni critiche durante la produzione mediante carte di controllo identifica la deriva del processo prima che produca parti fuori tolleranza, consentendo regolazioni preventive degli strumenti anziché la generazione reattiva di scarti.
- Programmi di manutenzione dello stampo — L'usura progressiva dello stampo, in particolare su taglienti, raggi di curvatura e cordoni di trafilatura, influisce direttamente sulle dimensioni della parte. Intervalli strutturati di manutenzione degli stampi basati sul conteggio delle parti, con verifica dimensionale a ogni intervallo, impediscono che la deriva della tolleranza causata dall'usura dell'utensile raggiunga i prodotti assemblati.
- Ispezione materiale in entrata — La variazione dello spessore della lamiera, la deviazione del carico di snervamento e le condizioni della superficie influiscono tutte sulle dimensioni della parte stampata e sul comportamento del ritorno elastico. La verifica del materiale in entrata rispetto ai rapporti di prova degli stabilimenti certificati e il campionamento statistico delle proprietà fisiche impediscono l'ingresso nel processo di variazioni dimensionali indotte dal materiale.
-

Articolo precedente
Guida agli stampi per stampaggio di metalli per imbutitura profonda per parti automobilistiche
Articolo successivo
Parti stampate in metallo per autoveicoli ed elettrodomestici: processi, materiali e standard di qualità
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
