-
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
-
Parti per stampaggio di forni di fascia alta
I nostri componenti stampati per forni di fasci...
-
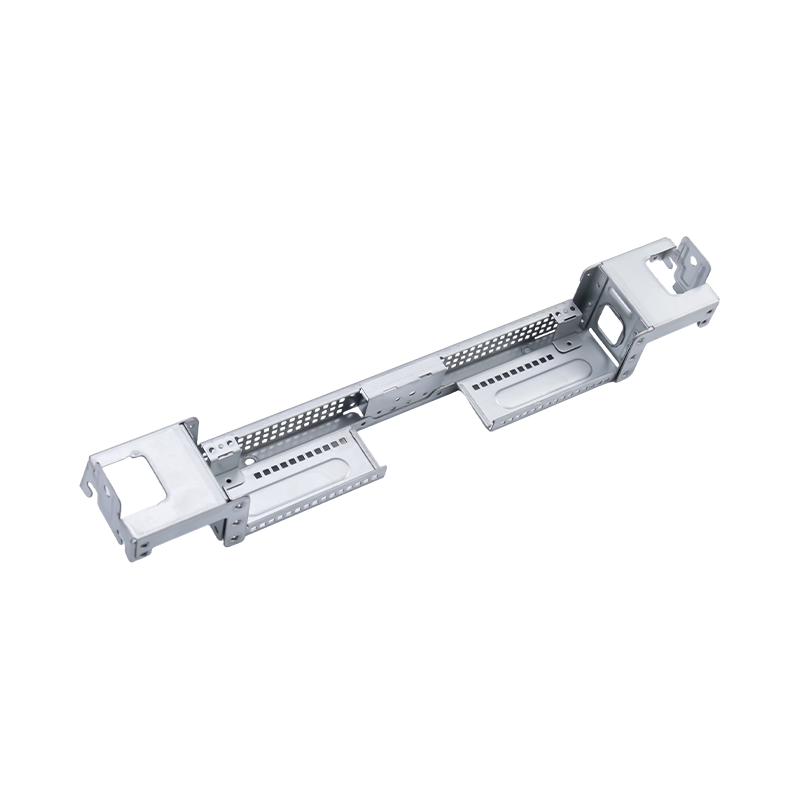
Parti per stampaggio di computer di grandi dimensioni di fascia alta
Le nostre parti stampate per computer di grandi...
-

Parti per stampaggio di autocarri pesanti
Le nostre parti stampate per autocarri pesanti ...
-
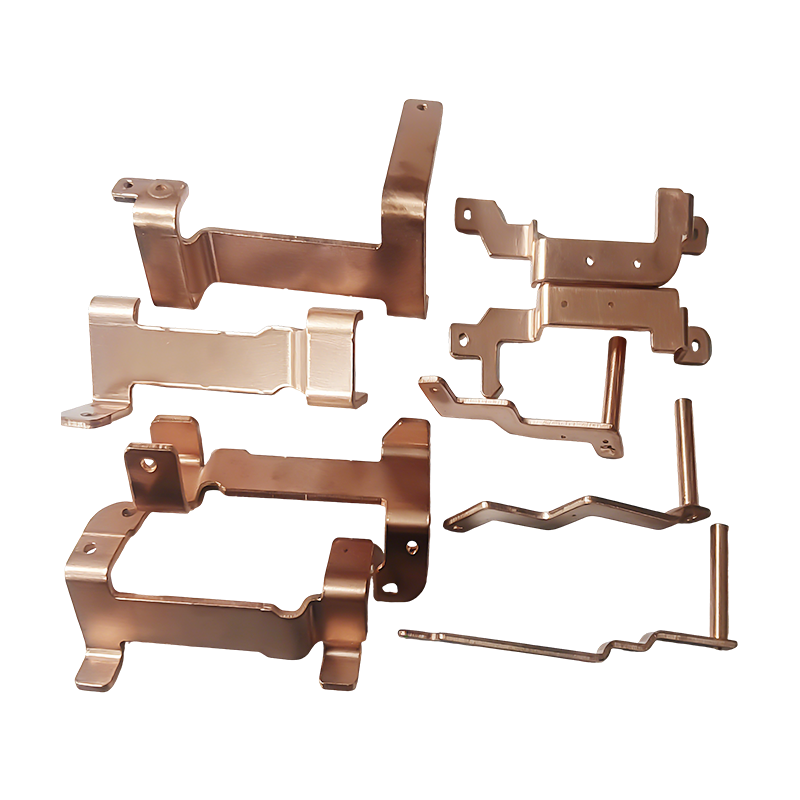
Parti per stampaggio sbarre in rame per veicoli di nuova energia
Le parti stampate delle sbarre collettrici in r...
-
Parti stampate per seggiolini auto
Le parti stampate dei sedili per auto sono comp...
Novità del settore
Parti per stampaggio metalli: tipi e applicazioni
2026-04-27
Cosa sono le parti per stampaggio dei metalli e perché la precisione è importante
Parti stampate in metallo sono componenti fabbricati applicando una forza controllata attraverso matrici e punzoni su lamiera metallica piana, trasformando la materia prima in elementi strutturali e funzionali dalla forma precisa attraverso operazioni tra cui tranciatura, perforazione, piegatura, imbutitura e coniatura. A differenza della lavorazione meccanica, che rimuove materiale per ottenere la geometria, lo stampaggio sposta e forma il metallo, non generando praticamente alcuno spreco di materiale nella fase di taglio e consentendo tempi di ciclo misurati in frazioni di secondo per parte. La combinazione di velocità, ripetibilità e uniformità dimensionale rende lo stampaggio dei metalli il processo di produzione dominante ovunque siano richiesti grandi volumi di componenti in lamiera.
La precisione è la caratteristica distintiva che distingue lo stampaggio di livello industriale dalla lavorazione della lamiera di base. In applicazioni quali l'elettronica di consumo, gli assemblaggi automobilistici e gli elettrodomestici, i componenti stampati devono soddisfare tolleranze fino a ±0,05 mm sulle dimensioni critiche, con deviazioni di planarità controllate a meno di 0,1 mm sulla superficie della parte. Il raggiungimento di queste specifiche in modo coerente su cicli di produzione di centinaia di migliaia di pezzi richiede stampi progressivi progettati con precisione a livello di micron, sistemi di pressa servo-azionati con monitoraggio del tonnellaggio in tempo reale e ispezione visiva in linea in grado di rilevare l'altezza della bava, la deviazione della posizione del foro e i difetti superficiali alla velocità di produzione.
I materiali lavorati nello stampaggio dei metalli abbracciano un ampio spettro. L'acciaio laminato a freddo (SPCC, DC01), la lamiera elettrozincata, l'acciaio zincato a caldo, l'acciaio inossidabile di qualità 304 e 430, le leghe di alluminio 1050 e 5052, le leghe di rame e il rame berillio vengono tutti regolarmente stampati a seconda dei requisiti meccanici, di resistenza alla corrosione e di conduttività dell'applicazione target. La selezione del materiale influisce direttamente sul tasso di usura dello stampo, sul comportamento del ritorno elastico, sulla qualità della finitura superficiale e sui processi di finitura a valle (placcatura, anodizzazione, verniciatura a polvere) che richiederanno lo stampaggio finito.
Parti elettroniche per stampaggio: la precisione al centro dei dispositivi moderni
Parti elettroniche per lo stampaggio rappresentano uno dei segmenti tecnicamente più esigenti dell’industria dello stampaggio dei metalli. I componenti prodotti per gruppi di circuiti stampati, connettori, terminali, guaine di schermatura EMI, contatti di batterie, alloggiamenti di interruttori e staffe di sensori devono combinare precisione dimensionale submillimetrica con specifiche proprietà prestazionali elettriche, termiche e meccaniche, il tutto entro i severi vincoli di costo dei mercati competitivi dell'elettronica di consumo.
I terminali dei connettori e le molle di contatto sono tra le parti elettroniche di stampaggio più impegnative da produrre. Prodotte da nastri di bronzo fosforoso, rame berillio o ottone con spessori da 0,1 mm a 0,5 mm, queste parti richiedono stampi progressivi multistadio che contemporaneamente tranciano il profilo, formano la geometria della molla e coniano la superficie di contatto in un'unica corsa di stampa. La forza di contatto, la durata del ciclo di inserimento/estrazione e la resistenza di contatto, generalmente richiesta al di sotto di 10 mΩ dopo 1.000 cicli di inserimento, sono convalidate tramite protocolli di test specifici dell'applicazione anziché certificati di materiali generici.
Contenitori schermanti EMI e custodie RF
I contenitori di schermatura EMI sono parti elettroniche stampate a parete sottile formate da lamiera di alpacca, acciaio laminato a freddo o acciaio inossidabile con spessore di 0,15–0,3 mm. La loro funzione è quella di contenere le emissioni in radiofrequenza provenienti da moduli processore ad alta velocità, circuiti integrati di comunicazione wireless e circuiti di gestione dell'alimentazione su PCB densamente popolati. L'accuratezza dimensionale del perimetro e dell'altezza della lattina è fondamentale: spazi superiori a 0,1 mm sulla flangia di appoggio creano aperture che compromettono l'efficacia della schermatura di 10-20 dB a frequenze superiori a 1 GHz, degradando direttamente le prestazioni radio del dispositivo e causando potenzialmente un fallimento della certificazione normativa.
Contatti della batteria e terminali a molla
Le molle di contatto della batteria nei dispositivi portatili devono fornire una forza di contatto costante per tutta la durata del ciclo di inserimento e rimozione della batteria, in genere 500-1.000 cicli per i dispositivi consumer. Le parti elettroniche di stampaggio di questa categoria sono prodotte in acciaio inossidabile o bronzo fosforoso con placcatura in oro o nichel applicata alla punta di contatto. La geometria della molla (a sbalzo, a spirale o piegata) è ottimizzata attraverso la simulazione degli elementi finiti durante la progettazione dello strumento per garantire che la forza di contatto rimanga all'interno della finestra specificata (tipicamente 1–3 N) attraverso l'intero stack di tolleranza dimensionale della cella della batteria e dell'alloggiamento.
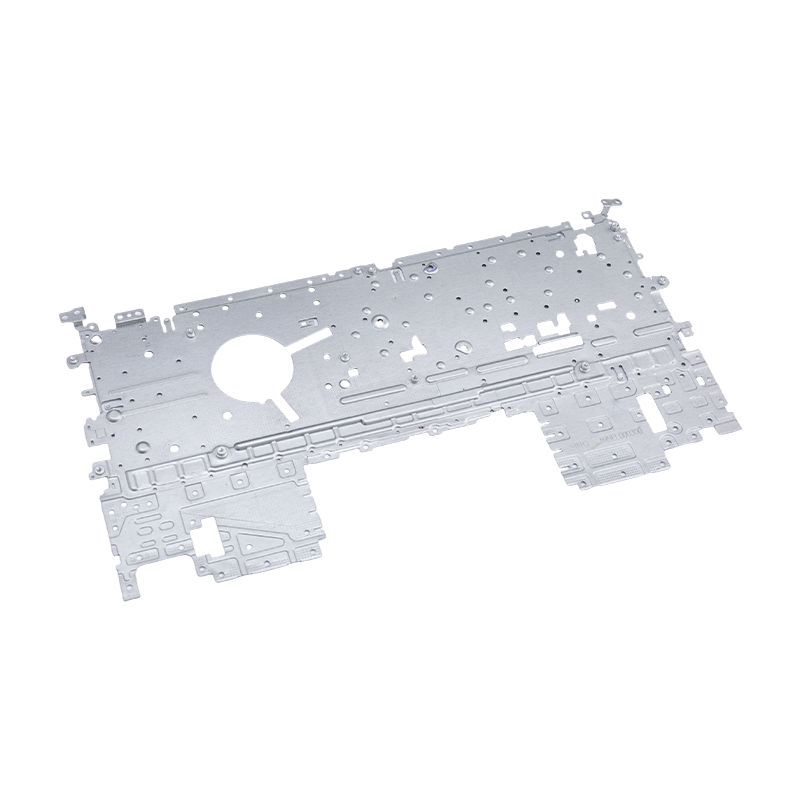
Parti stampate per laptop: precisione strutturale negli assemblaggi a profilo sottile
Parti per stampaggio di laptop operano secondo una serie unica di vincoli che li distinguono dalle parti generali di stampaggio elettronico. La spinta incessante verso design di notebook più sottili e leggeri, con spessori del telaio ora regolarmente inferiori a 14 mm e pesi totali del sistema inferiori a 1 kg, richiede componenti stampati che offrano la massima rigidità strutturale con uno spessore minimo del materiale, pur rientrando in ingombri di assemblaggio misurati in decimi di millimetro.
La staffa della cerniera è una delle parti stampate per laptop più impegnative dal punto di vista meccanico in qualsiasi design di notebook. Realizzate in acciaio inossidabile ad alta resistenza o acciaio laminato a freddo con resistenza alla trazione superiore a 600 MPa, le staffe delle cerniere devono resistere al carico di fatica ciclico delle operazioni di apertura e chiusura del coperchio, in genere valutate per 20.000-30.000 cicli nei laptop di livello commerciale, senza deformazioni permanenti o screpolature superficiali. Lo stampaggio progressivo seguito dalla coniatura nelle posizioni del foro della cerniera garantisce che il diametro del foro e la precisione di posizionamento soddisfino i requisiti di accoppiamento con interferenza del gruppo perno della cerniera.
Staffe di rinforzo interne del telaio, distanziatori di montaggio della scheda madre, clip di ritenzione del modulo termico e telai di supporto della piastra posteriore della tastiera sono categorie aggiuntive di parti stampate per laptop in cui la gestione dell'accumulo dimensionale è fondamentale. Con tolleranze di assemblaggio a livello di sistema misurate in frazioni di millimetro, ogni stampaggio deve rispettare costantemente la sua finestra di tolleranza individuale – in genere ±0,1 mm sulle posizioni dei fori e ±0,05 mm sugli accoppiamenti critici – per consentire l’assemblaggio robotizzato senza regolazione manuale. A queste parti vengono applicati trattamenti superficiali tra cui nichelatura chimica, ossido nero e rivestimento di conversione chimica per soddisfare i requisiti di resistenza alla corrosione e conduttività di messa a terra.
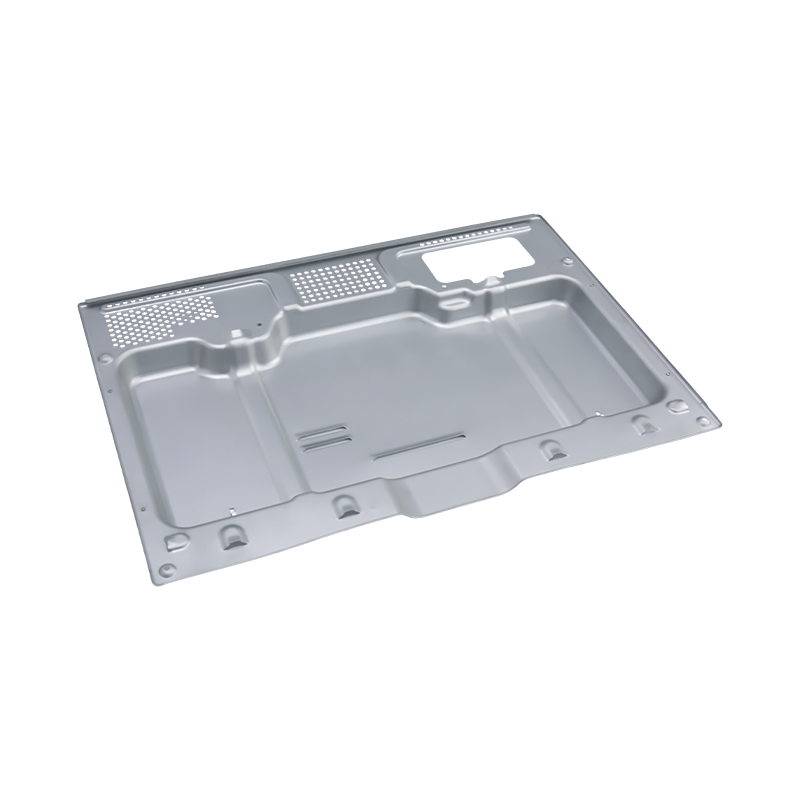
Parti stampate per elettrodomestici: durevolezza progettata per decenni di servizio
Le parti stampate degli elettrodomestici fungono da scheletro strutturale e funzionale centrale di frigoriferi, lavatrici, condizionatori d'aria e forni a microonde. A differenza dell’elettronica di consumo – dove la durata tipica del prodotto è dai tre ai cinque anni – i principali elettrodomestici sono progettati per dieci-quindici anni di funzionamento continuo in ambienti domestici che includono umidità, variazioni di temperatura, vibrazioni ed esposizione chimica da detergenti. I componenti metallici stampati all'interno di questi prodotti devono soddisfare queste aspettative di durabilità.
La selezione dei materiali per le parti stampate degli elettrodomestici riflette questo requisito di lunga durata. La lamiera di acciaio zincato (a caldo o elettrozincato) fornisce protezione dalla corrosione nei pannelli interni e nei componenti del telaio esposti alla condensa e ai detergenti. L'acciaio inossidabile di grado 430 è specifico per le superfici esterne visibili e i componenti interni del cestello delle lavatrici dove l'aspetto estetico e la resistenza alle macchie sono requisiti fondamentali. La lamiera in lega di alluminio, tipicamente 3003 o 5052, viene utilizzata nelle alette degli scambiatori di calore e nei pannelli frontali decorativi dove la riduzione del peso e la compatibilità con l'anodizzazione sono priorità.
Ruoli strutturali: staffe, telaio e pezzi di collegamento
All'interno dell'assemblaggio dell'elettrodomestico, le parti stampate degli elettrodomestici svolgono tre funzioni strutturali primarie. Le staffe di montaggio del motore fissano i motori interni (compressori nei frigoriferi, motori di azionamento nelle lavatrici, motori dei ventilatori nelle unità interne dei condizionatori d'aria) al telaio dell'elettrodomestico con rigidità sufficiente per isolare le vibrazioni e prevenire guasti per fatica nei punti di fissaggio durante la vita del prodotto. Gli stampati del telaio costituiscono lo scheletro portante che sostiene il corpo dell'elettrodomestico, sostiene il peso dei componenti interni e fornisce il dato dimensionale da cui fanno riferimento tutte le operazioni di assemblaggio. Gli elementi di collegamento collegano i sottogruppi principali, trasferendo i carichi meccanici tra il telaio strutturale, le cerniere delle porte, le strutture di montaggio del pannello di controllo e le staffe di instradamento delle tubazioni o dei cablaggi.
Requisiti di controllo qualità per stampaggi di tipo apparecchio
Durante la produzione delle parti stampate degli elettrodomestici vengono condotti severi controlli di qualità per soddisfare le esigenze di lunga durata dei dispositivi domestici. I seguenti parametri di ispezione vengono regolarmente verificati durante l'ispezione in entrata, i punti di controllo in-process e l'accettazione finale:
- Planarità e precisione della forma: I pannelli del telaio e le superfici di montaggio delle staffe vengono controllati su piastre di superficie o dispositivi CMM per confermare la planarità entro le specifiche (in genere 0,3–0,8 mm sull'intera lunghezza del pannello) per garantire il corretto adattamento dell'assemblaggio e prevenire la concentrazione di sollecitazioni nei punti di fissaggio.
- Resistenza alla corrosione: Il test in nebbia salina conforme alla norma ISO 9227, da 72 a 240 ore a seconda dell'applicazione, verifica che il sistema di rivestimento (zincatura, zincatura o verniciatura a polvere) fornisca una protezione adeguata per l'ambiente di servizio previsto.
- Verifica dimensionale delle caratteristiche critiche: I diametri dei fori, le distanze da bordo a foro e gli angoli piegati delle flange sulle interfacce di assemblaggio vengono misurati mediante comparatore ottico o macchina di misura a coordinate a frequenze di campionamento definite per confermare che le parti rimangono all'interno della finestra di tolleranza durante tutto il ciclo di produzione.
- Controllo altezza bava: Sui bordi esposti e sui fori viene controllata l'altezza delle bave, generalmente richiesta al di sotto di 0,1 mm, per evitare danni all'isolamento del cablaggio, lesioni all'operatore durante l'assemblaggio e concentrazione di sollecitazioni che potrebbero provocare cricche da fatica durante il funzionamento dell'apparecchio.
Confronto dei requisiti applicativi tra i segmenti di stampaggio
I tre segmenti principali (parti generali per stampaggio di metalli, parti per stampaggio elettronico, parti per stampaggio di laptop e parti per stampaggio di elettrodomestici) condividono lo stesso processo di produzione principale ma divergono significativamente in termini di qualità del materiale, tolleranza dimensionale, finitura superficiale e requisiti dell'ambiente di servizio. La tabella seguente riassume le differenze principali a supporto delle decisioni relative alle specifiche e all'approvvigionamento:
| Attributo | Parti elettroniche per stampaggio | Parti per stampaggio laptop | Parti per stampaggio di elettrodomestici |
|---|---|---|---|
| Spessore tipico del materiale | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Materiali chiave | Bronzo fosforoso, rame berillio, alpacca | Acciaio inossidabile ad alta resistenza, acciaio laminato a freddo | Acciaio zincato, acciaio inox 430, lega di alluminio |
| Tolleranza dimensionale | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Focus primario sulla prestazione | Conduttività, forza di contatto, attenuazione EMI | Vita a fatica, rigidità, minimizzazione del peso | Resistenza alla corrosione, capacità di carico strutturale |
| Trattamento superficiale | Placcatura in oro, nichelatura, stagnatura | Nichel chimico, ossido nero, conversione chimica | Zincatura a caldo, verniciatura a polvere, anodizzazione |
| Vita utile di progettazione | 3 – 5 anni (ciclo del consumo) | 3 – 7 anni | 10 – 15 anni |

Approvvigionamento di parti per stampaggio metalli: cosa valutare in un fornitore
La selezione di un fornitore di stampaggio capace richiede la valutazione parallela dell’infrastruttura tecnica, dei sistemi di gestione della qualità e della capacità produttiva. Il preventivo di prezzo unitario più basso fornito da un fornitore senza capacità di attrezzature convalidate, apparecchiature di ispezione in corso e controllo del trattamento superficiale produrrà costantemente costi totali più elevati a causa di rilavorazioni, interruzioni della linea e resi sul campo. I seguenti criteri forniscono un quadro di valutazione strutturato:
- Capacità di progettazione e manutenzione degli utensili: La progettazione interna degli stampi progressivi, le attrezzature della sala utensili CNC e i programmi di manutenzione degli stampi documentati sono indicatori di un fornitore che può controllare la qualità delle parti attraverso le risorse di attrezzaggio anziché fare affidamento sullo smistamento.
- Intervallo di capacità della pressa: Una flotta di fornitori che spazia da presse da banco da 25 tonnellate a presse a telaio gap o a montanti diritti da 400 tonnellate indica la capacità di gestire sia parti di stampaggio elettroniche delicate che parti di stampaggio di elettrodomestici di grosso spessore all'interno di un unico rapporto di fornitura.
- Infrastruttura metrologica e di ispezione: La capacità della CMM, i comparatori ottici, i tester di rugosità superficiale e le camere di prova in nebbia salina in loco indicano che il fornitore può generare dati oggettivi sulla qualità anziché fare affidamento solo sull'ispezione visiva.
- Certificazioni: ISO 9001:2015 come sistema di gestione della qualità di base; IATF 16949 per la partecipazione alla filiera automobilistica; ISO 14001 per la gestione ambientale: particolarmente rilevante quando i processi di trattamento delle superfici coinvolgono sostanze chimiche regolamentate.
- Tracciabilità dei materiali: I certificati dello stabilimento collegati ai registri dei lotti di produzione consentono ai team di analisi dei guasti di risalire ai difetti sul campo a specifici cicli di lavorazione e calore del materiale: un requisito non negoziabile per le parti di stampaggio di laptop e le parti di stampaggio elettroniche fornite nei mercati finali regolamentati.
Articolo precedente
Leggero, alta precisione: le strategie di imbutitura profonda che guidano l'innovazione dei pannelli della carrozzeria dei veicoli elettrici
Articolo successivo
Dai pannelli della carrozzeria agli involucri delle batterie: l'ingegneria dietro le matrici per imbutitura profonda del settore automobilistico
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
