-
Stampo per imbutitura profonda per ruote anteriori e posteriori di veicoli elettrici a due ruote
Questo stampo per imbutitura profonda per ruote...
-
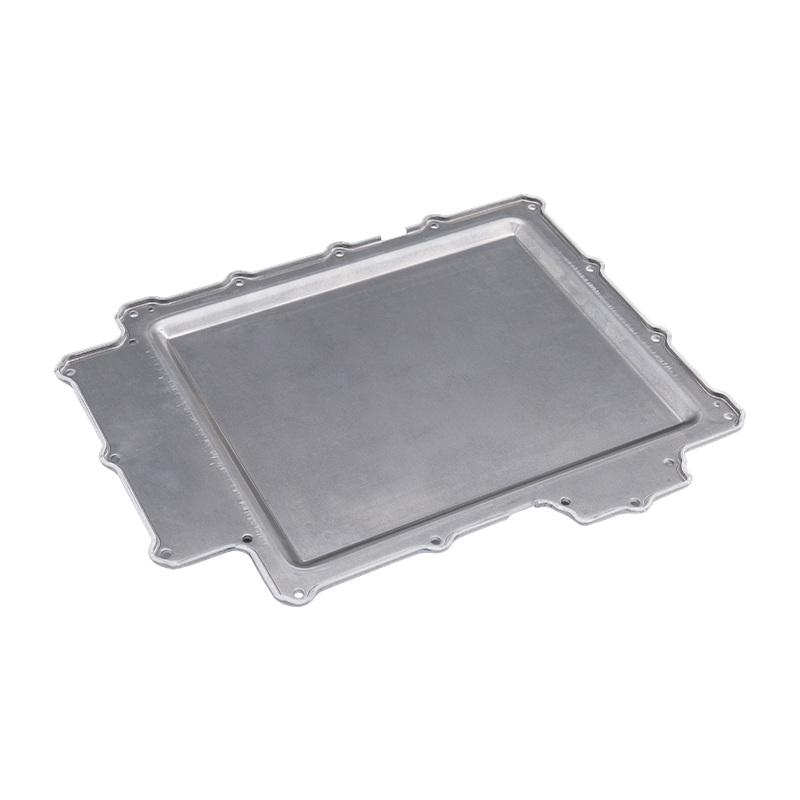
Parti stampate del coperchio della batteria
Le nostre parti stampate per il coperchio della...
-
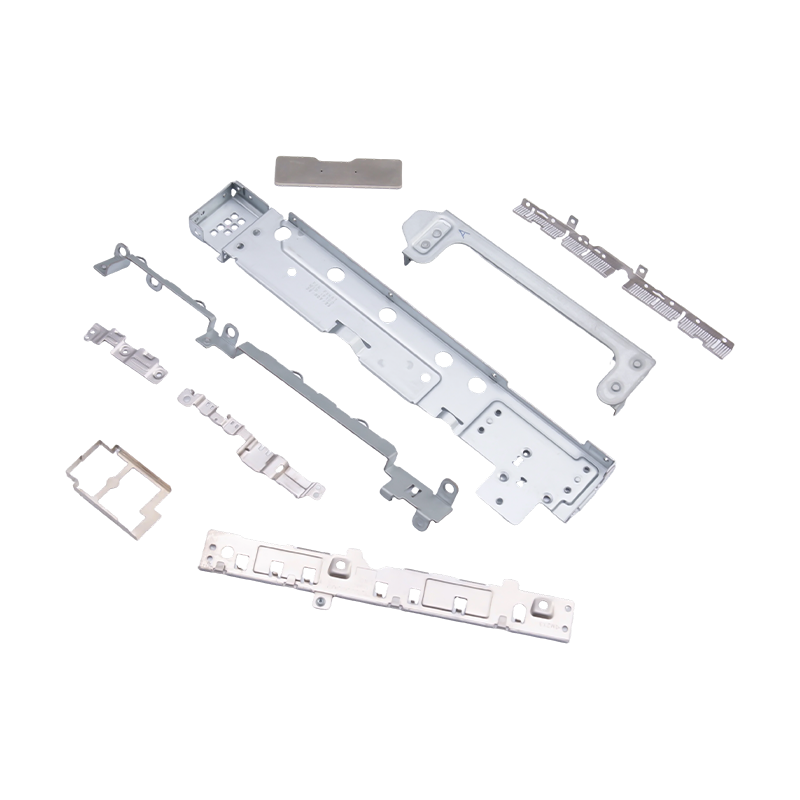
Piccole parti stampate per laptop e telefoni cellulari
In quanto componenti interni essenziali per i m...
-
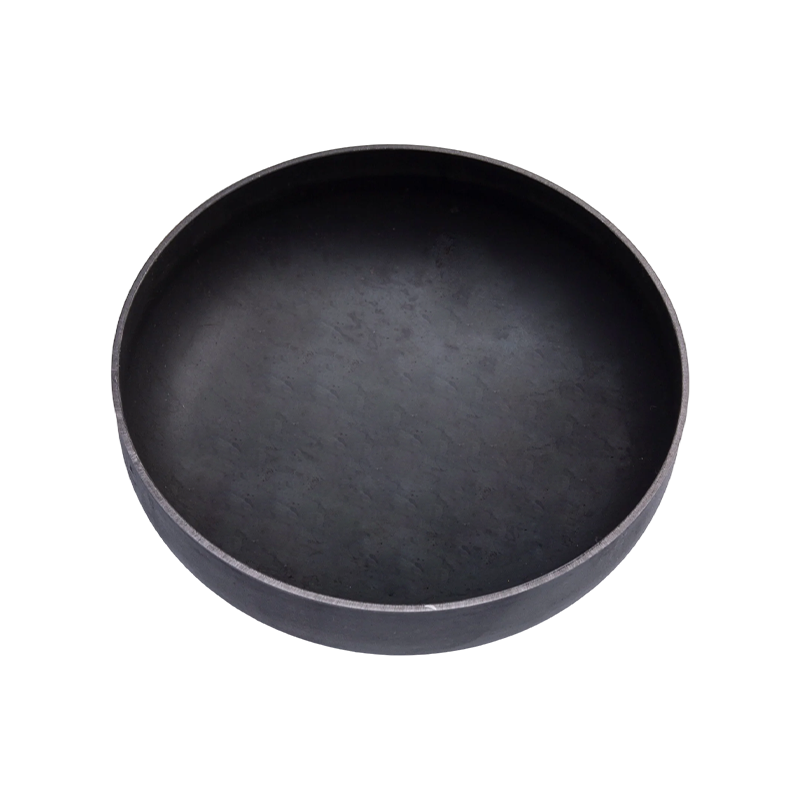
Parti stampate per l'estremità del serbatoio del gas
Le parti stampate delle estremità dei serbatoi ...
-
Piccole parti automobilistiche, parti per stampaggio a stampo progressivo
Le nostre piccole parti automobilistiche stampa...
Novità del settore
Casa / Novità / Novità del settore / Dai pannelli della carrozzeria agli involucri delle batterie: l'ingegneria dietro le matrici per imbutitura profonda del settore automobilistico
Dai pannelli della carrozzeria agli involucri delle batterie: l'ingegneria dietro le matrici per imbutitura profonda del settore automobilistico
2026-04-21
Cosa sono gli stampi per stampaggio automobilistico e come funzionano
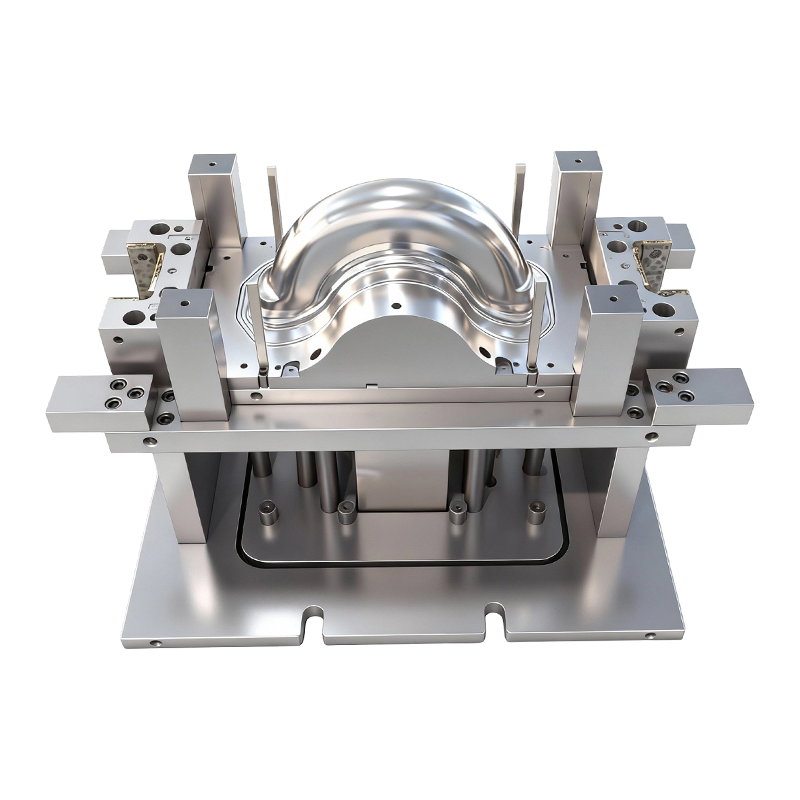
Stampi per stampaggio automobilistico sono sistemi di utensili di precisione utilizzati per modellare lamiere piane in componenti tridimensionali complessi attraverso una deformazione plastica controllata. Tra le varie tipologie, trafilatura e stampi per imbutitura profonda sono i più critici per la produzione di parti cave o a forma di tazza: dai pannelli esterni delle porte e cofani agli involucri delle batterie e ai rinforzi strutturali.
Il processo di imbutitura profonda funziona premendo un pezzo grezzo di metallo piatto nella cavità dello stampo utilizzando un punzone, mentre un premilamiera applica una forza controllata per guidare il flusso del metallo e prevenire difetti. A differenza della formatura superficiale, l'imbutitura profonda raggiunge un rapporto di imbutitura (il rapporto tra il diametro del pezzo grezzo e il diametro del punzone) che normalmente supera 2,5:1, consentendo la produzione di parti significativamente più profonde rispetto alla loro larghezza. Questa capacità è essenziale per le applicazioni automobilistiche in cui geometria complessa e integrità strutturale devono coesistere.
Un assieme completo dello stampo comprende tipicamente quattro componenti principali:
- Il pugno , che deforma fisicamente il pezzo grezzo di metallo verso il basso nella cavità
- Il morire (stampo femmina), che definisce la forma esterna e le dimensioni del pezzo formato
- Il porta grezzi , che esercita una pressione regolabile sulla flangia in lamiera per gestire il flusso del materiale
- Il morire set (assemblaggio base e guida), che garantisce allineamento preciso e ripetibilità durante i cicli produttivi
Insieme, questi componenti devono essere progettati con livelli di tolleranza generalmente mantenuti ±0,02 mm , garantendo la precisione dimensionale in cicli di produzione di grandi volumi che possono raggiungere centinaia di migliaia di parti all'anno.
Criteri chiave di progettazione per matrici per imbutitura profonda ad alte prestazioni
La progettazione di matrici per imbutitura profonda efficaci per l'uso automobilistico richiede il bilanciamento di molteplici esigenze ingegneristiche concorrenti. Una progettazione inadeguata porta a crepe, grinze, ritorno elastico o usura prematura degli utensili, tutti fattori che aumentano direttamente i costi di produzione e i tempi di fermo. I seguenti parametri sono fondamentali per ottenere risultati coerenti e privi di difetti.
Controllo della forza del portagrezzo
La forza del premilamiera (BHF) è una delle variabili più influenti nel processo di imbutitura profonda. Un BHF insufficiente fa sì che la lamiera si deformi e si raggrinzisca mentre scorre verso l'interno; un BHF eccessivo limita il flusso del materiale e provoca lacerazioni o fessurazioni nel raggio del punzone. Modernoo stampi per stampaggio automobilistico utilizzare premilamiera idraulici o servocomandati in grado di regolare dinamicamente la pressione durante tutto il ciclo di corsa, spesso variando dal 20% all'80% della forza massima a seconda della profondità di formatura e del tipo di materiale.
Finitura superficiale e riduzione dell'attrito
Le superfici della matrice a contatto con la lamiera devono ottenere una finitura ultra liscia per ridurre al minimo l'assottigliamento e l'usura dovuti all'attrito. Standard di settore per prestazioni elevate stampi per imbutitura profonda richiedono una rugosità superficiale di Ra ≤ 0,05μm , ottenuto tramite lucidatura, cromatura dura o rivestimenti di deposizione fisica in fase di vapore (PVD) come TiCN o DLC (carbonio simile al diamante). Questi rivestimenti prolungano inoltre significativamente la durata dell'utensile, riducendo gli intervalli di sostituzione negli ambienti di produzione di massa.
Architettura degli utensili modulari
Le strutture modulari delle matrici consentono di sostituire i singoli componenti, come punzoni, inserti o segmenti portalamiera, in modo indipendente anziché richiedere la sostituzione completa della matrice. Per gli OEM automobilistici che utilizzano più varianti di modello su piattaforme condivise, la modularità riduce l'investimento in attrezzature del 25-40% e riduce i tempi di cambio da ore a minuti. Questo approccio progettuale semplifica inoltre la pianificazione della manutenzione e consente un adattamento più rapido agli ordini di modifica tecnica (ECO).
Applicazioni nei veicoli tradizionali rispetto ai veicoli elettrici
Mentre i meccanismi fondamentali dell’imbutitura profonda rimangono coerenti, i requisiti specifici per i veicoli tradizionali e quelli elettrici (EV) differiscono sostanzialmente, riflettendo differenze nei materiali, nelle geometrie e nelle priorità strutturali.
| Parametro | Veicoli tradizionali | Veicoli elettrici |
|---|---|---|
| Materiali primari | Acciaio dolce, acciaio HSLA | Lega di alluminio, lega di magnesio-alluminio |
| Rapporto di disegno tipico | 1,8:1 – 2,2:1 | 2,5:1 e superiori |
| Componenti formati chiave | Pannelli delle porte, cofani, coperchi del bagagliaio | Involucri di batterie, alloggiamenti di motori, vaschette per pavimenti |
| Requisito di tolleranza | ±0,05 mm (pannelli della carrozzeria) | ±0,02 mm (battery enclosures) |
| La sfida materiale | Resistenza all'usura per la formatura dell'acciaio | Prevenzione del grippaggio con leghe tenere |
Per applicazioni specifiche per veicoli elettrici, trafilatura progettati per gli involucri delle batterie in lega di magnesio-alluminio affrontano sfide uniche. Queste leghe leggere hanno una duttilità inferiore rispetto all'acciaio e sono più soggette al ritorno elastico e alla rigatura superficiale. Gli stampi per questi componenti sono generalmente progettati con attrezzature riscaldate (formatura a caldo a 200–300°C) per migliorare il flusso del materiale, insieme a canali di distribuzione del lubrificante specializzati integrati nella struttura dello stampo per mantenere condizioni di attrito costanti durante lunghi cicli di produzione.
Tecnologie di simulazione e monitoraggio intelligente nell'ingegneria degli stampi
Modern stampi per stampaggio automobilistico sono sviluppati insieme a piattaforme di simulazione avanzate prima che venga prodotta qualsiasi attrezzatura fisica. Il software di analisi degli elementi finiti (FEA), che include strumenti come AutoForm, Pam-Stamp e LS-DYNA, consente agli ingegneri di simulare virtualmente l'intero processo di formatura, prevedendo la distribuzione dell'assottigliamento, le zone a rischio di grinze, l'entità del ritorno elastico e i requisiti di pressione del portagrezzo con elevata precisione.
Un tipico flusso di lavoro di simulazione per un componente imbutito profondo complesso include:
- Input di caratterizzazione del materiale — carico di snervamento, valore n (esponente di incrudimento), valore r (rapporto di anisotropia plastica) per la lega e lo stato d'animo specifici
- Analisi del diagramma limite di formazione (FLD). — identificazione delle zone sicure, marginali e di guasto all'interno della parte formata
- Modellazione della compensazione del ritorno elastico — previsione del recupero elastico e precompensazione della geometria dello stampo per ottenere la forma netta finale
- Prova l'iterazione virtuale — riduzione dei cicli di prova fisica da 10-15 a meno di 5 per parte, con un notevole risparmio di tempo e costi di materiale
Oltre alla progettazione, i sistemi di monitoraggio intelligenti sono sempre più integrati nella produzione stampi per imbutitura profonda stessi. I sensori di forza piezoelettrici misurano la distribuzione della forza del premilamiera in tempo reale, mentre i sensori di emissione acustica rilevano i primi segni di grippaggio o rottura del materiale prima che vengano prodotte parti difettose. I dati provenienti da questi sensori vengono inseriti nei sistemi di esecuzione della produzione (MES), consentendo il controllo del processo a circuito chiuso che regola dinamicamente i parametri della pressa, mantenendo la stabilità dimensionale anche quando le proprietà del lotto di materiale variano tra i lotti di bobine.
Selezione dei materiali e trattamento superficiale per una lunga durata dell'utensile
La vita utile di trafilatura nella produzione automobilistica in grandi volumi rappresenta un fattore economico critico. Si prevede che un tipico set di stampi per pannelli della carrozzeria produca da 500.000 a 1.000.000 di parti prima di richiedere una ristrutturazione importante. Per raggiungere questo obiettivo è necessaria un'attenta selezione dei materiali degli stampi e dei trattamenti superficiali adatti al materiale del pezzo e al volume di produzione.
I materiali comuni per stampi utilizzati nello stampaggio automobilistico includono:
- Ghisa duttile (GGG70L) — conveniente per stampi di volume medio-basso, buona lavorabilità ma durezza inferiore (58–62 HRC dopo il trattamento)
- Acciaio per utensili (D2, DC53) — maggiore durezza e resistenza all'usura, preferite per stampi per la formatura dell'acciaio ad alto volume
- Inserti in carburo — applicato in zone di contatto ad alta usura come i raggi della matrice e i cordoni di trafilatura, estendendo la durata di servizio locale di 3–5 volte rispetto al solo acciaio per utensili
- Leghe di bronzo-alluminio — utilizzato per stampi che formano pezzi in alluminio o magnesio, prevenendo il grippaggio dovuto all'accoppiamento di materiali dissimili
I trattamenti superficiali applicati dopo la lavorazione meccanica e il trattamento termico migliorano ulteriormente le prestazioni. La nitrurazione aumenta la durezza superficiale fino a 70 HRC mantenendo la tenacità del nucleo. I rivestimenti PVD come TiAlN offrono una durezza superiore a 3.000 HV e riducono i coefficienti di attrito da ~0,15 a meno di 0,05, il che si traduce direttamente in un ridotto assottigliamento nei componenti leggeri dei veicoli elettrici in cui l'uniformità dello spessore delle pareti è fondamentale per la tenuta dell'involucro della batteria e le prestazioni strutturali.
Adattamento degli stampi per stampaggio automobilistico alle tendenze di leggerezza e alta resistenza
Il rapido spostamento dell’industria automobilistica verso la leggerezza, guidato sia dall’efficienza dell’autonomia dei veicoli elettrici che dalle normative sulle emissioni, sta fondamentalmente rimodellando le esigenze poste ai consumatori. stampi per stampaggio automobilistico . Gli acciai avanzati ad alta resistenza (AHSS) con resistenza alla trazione superiore a 1.000 MPa, nonché le leghe di alluminio delle serie 6xxx e 7xxx, stanno sostituendo sempre più l'acciaio dolce convenzionale nelle applicazioni strutturali. Questi materiali richiedono forze di formatura significativamente più elevate, un controllo BHF più preciso e strategie di compensazione del ritorno elastico migliorate rispetto ai loro predecessori.
Per i produttori che forniscono stampi a questo mercato in evoluzione, la risposta è stata multidirezionale. Le strutture degli stampi vengono riprogettate con una rigidità più elevata per resistere a maggiori carichi di formatura senza errori dimensionali indotti dalla deflessione. I canali di raffreddamento e riscaldamento vengono integrati nei corpi degli stampi per consentire la formatura a caldo di alluminio e acciaio al boro. Inoltre, i processi di prova basati sulla simulazione stanno comprimendo le tempistiche di sviluppo anche se la complessità delle parti aumenta.
In definitiva, stampi per imbutitura profonda per i componenti automobilistici ed elettrici di prossima generazione devono offrire contemporaneamente tolleranze più strette, durata di servizio più lunga, configurazione più rapida e compatibilità con una gamma più ampia di materiali avanzati. Il raggiungimento di questo equilibrio richiede un approccio ingegneristico integrato, che combini produzione di precisione, rivestimenti avanzati, monitoraggio dei processi in tempo reale ed esperienza nella scienza dei materiali, che posizioni la tecnologia degli stampi per imbutitura profonda come un fattore chiave per la trasformazione dell'industria automobilistica.

Articolo precedente
Parti per stampaggio metalli: tipi e applicazioni
Articolo successivo
Perché la lega di alluminio sta sostituendo l'acciaio nelle parti elettroniche per lo stampaggio?
Il nostro Prodotti.

Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
