-
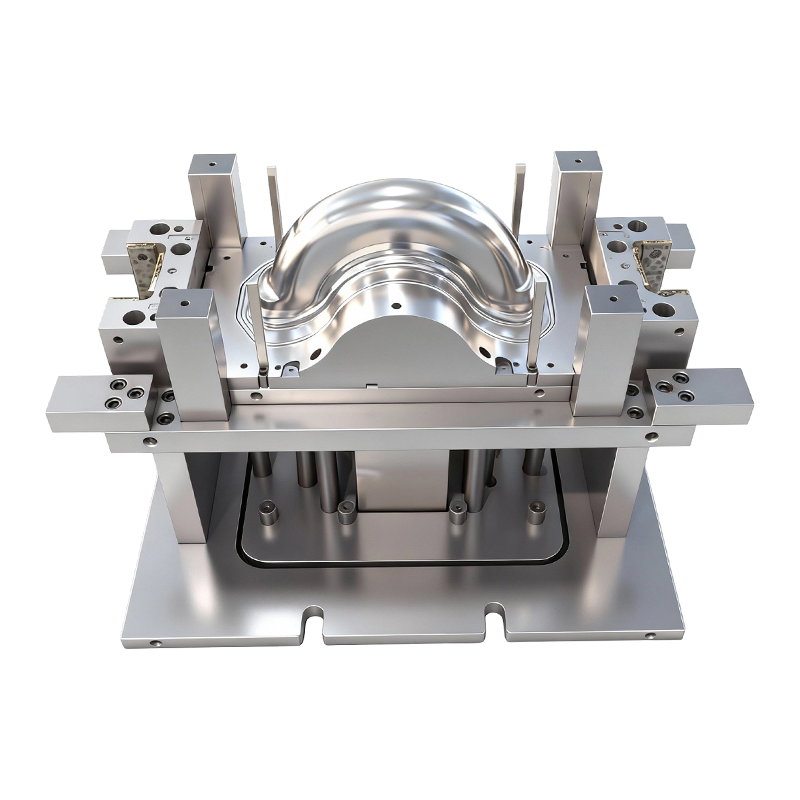
Stampo per imbutitura profonda per ruote anteriori e posteriori di veicoli elettrici a due ruote
Questo stampo per imbutitura profonda per ruote...
-
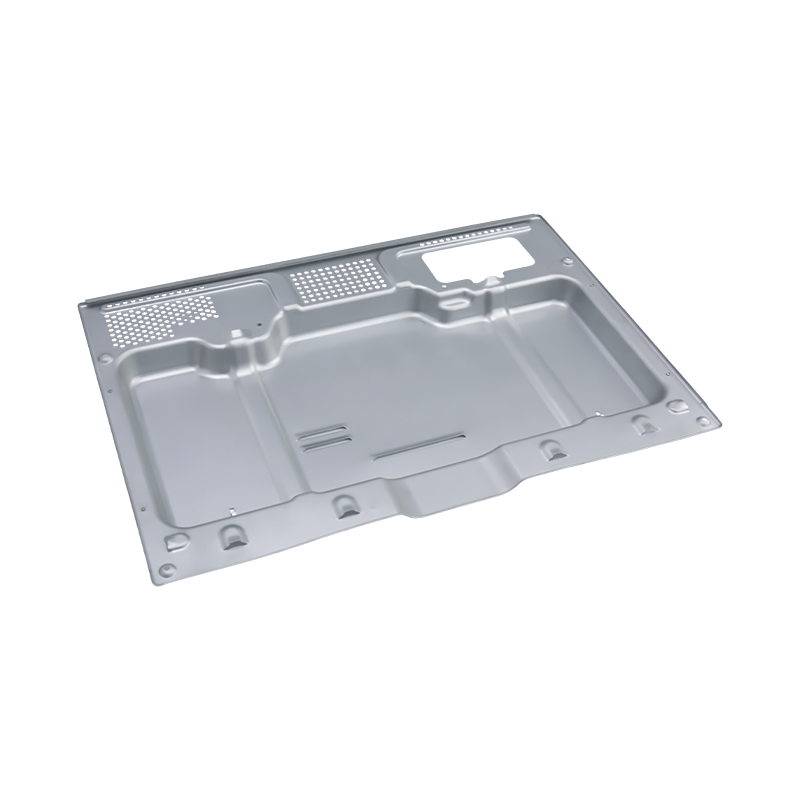
Parti per stampaggio di forni di fascia alta
I nostri componenti stampati per forni di fasci...
-
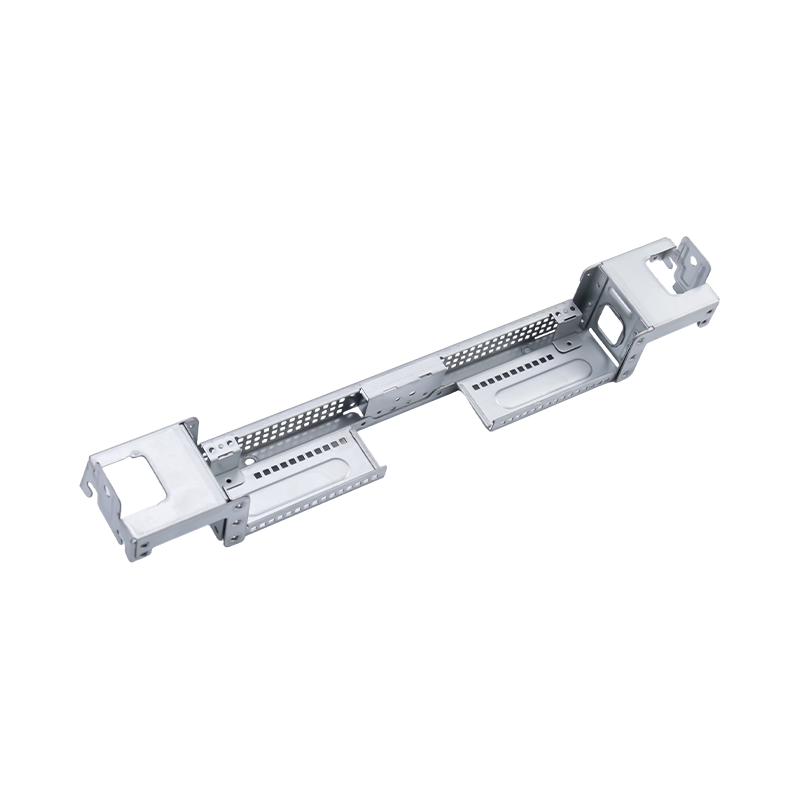
Parti per stampaggio di computer di grandi dimensioni di fascia alta
Le nostre parti stampate per computer di grandi...
-
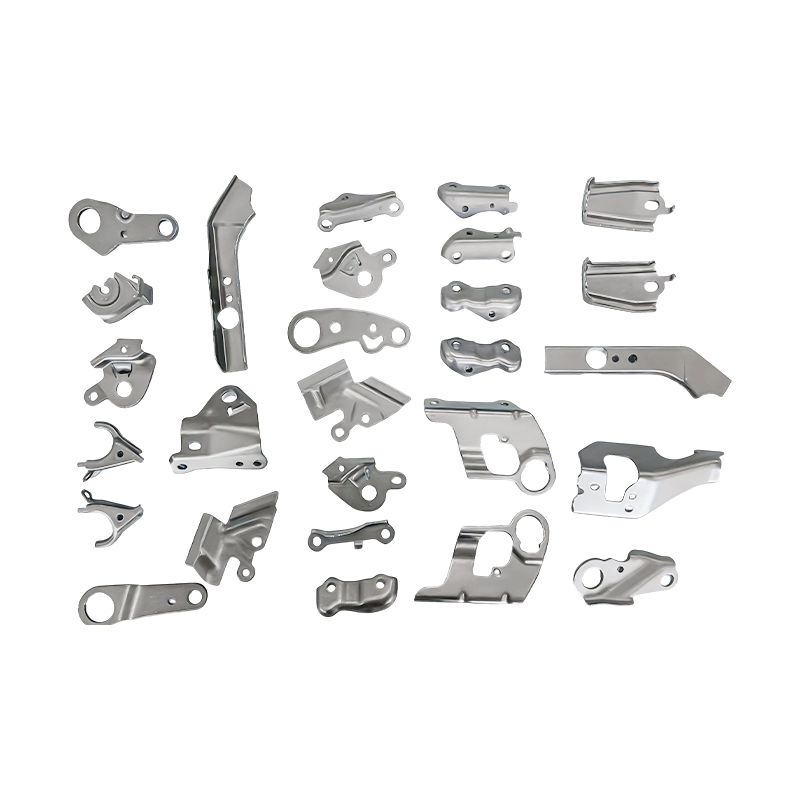
Piccole parti automobilistiche, parti per stampaggio a stampo progressivo
Le nostre piccole parti automobilistiche stampa...
-
Parti per stampaggio sbarre in rame per veicoli di nuova energia
Le parti stampate delle sbarre collettrici in r...
-
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
Novità del settore
Casa / Novità / Novità del settore / Leggero, alta precisione: le strategie di imbutitura profonda che guidano l'innovazione dei pannelli della carrozzeria dei veicoli elettrici
Leggero, alta precisione: le strategie di imbutitura profonda che guidano l'innovazione dei pannelli della carrozzeria dei veicoli elettrici
2026-05-07
Ciò che rende le matrici per imbutitura profonda automobilistica diverse dagli utensili standard
Gli stampi per imbutitura profonda utilizzati nella produzione automobilistica e di veicoli elettrici non sono intercambiabili con gli utensili per lamiera per uso generale. Si tratta di sistemi progettati appositamente composti da quattro componenti principali: punzoni, matrici, portalamiera e set di matrici, ciascuno ottimizzato per funzionare in sinergia con carichi di formatura estremi. In una tipica pressa per stampaggio automobilistica, il punzone scende nella cavità dello stampo mentre il premilamiera applica una pressione controllata verso il basso sulla flangia della lamiera, guidando il flusso del metallo nella cavità senza increspature o lacerazioni. Il set di stampi fornisce il telaio strutturale rigido che mantiene l'allineamento sotto carichi ciclici che possono superare diverse centinaia di tonnellate per corsa.
Ciò che distingue il livello automobilistico stampi per imbutitura profonda è la tolleranza di precisione richiesta per l'intero utensile. La precisione dimensionale viene generalmente mantenuta ±0,02 mm attraverso le superfici critiche di formatura, un requisito determinato dal fatto che le deviazioni cumulative attraverso un pannello della carrozzeria, ad esempio il pannello esterno di una portiera, si traducono direttamente in difetti superficiali visibili o spazi vuoti di assemblaggio che influiscono sia sull'estetica che sull'adattamento strutturale. La finitura superficiale dei raggi del punzone e della matrice è altrettanto critica: un valore Ra di ≤0,05μm (quasi a specchio) riduce al minimo l'assottigliamento e le rigature indotte dall'attrito, in particolare durante la lavorazione di leghe ad alta resistenza o leggere.
Permabilità delle leghe di alluminio e ruolo del punto di fusione dell'alluminio nella progettazione del processo
Lega di alluminio è diventato il materiale leggero dominante sia per i tradizionali pannelli delle carrozzerie automobilistiche che per i componenti strutturali dei veicoli elettrici, grazie al suo favorevole rapporto resistenza/peso, resistenza alla corrosione e riciclabilità. Tuttavia, l’alluminio presenta sfide uniche nell’imbutitura profonda che sono direttamente collegate alle proprietà del materiale, compreso il suo comportamento termico rispetto all’alluminio punto di fusione dell'alluminio .
L'alluminio puro si scioglie a circa 660°C , ma le leghe di alluminio utilizzate nello stampaggio automobilistico, principalmente le serie 5xxx (Al-Mg) e 6xxx (Al-Mg-Si), hanno intervalli di fusione che iniziano leggermente più in basso a seconda della composizione della lega. Sebbene il punto di fusione dell’alluminio in sé non venga raggiunto direttamente durante lo stampaggio a freddo, è estremamente importante per due aree adiacenti al processo: formatura a caldo e gestione del raffreddamento dello stampo. Nella formatura a caldo dell'alluminio, i pezzi grezzi vengono riscaldati a 200–300 °C (una frazione accuratamente selezionata del punto di fusione) per aumentare la duttilità e ridurre il ritorno elastico, consentendo la produzione di geometrie complesse che si spezzerebbero in condizioni di formatura a temperatura ambiente. I progettisti degli stampi devono tenere conto della dilatazione termica a queste temperature, ricalibrando di conseguenza le distanze e i parametri di forza del premilamiera.
Anche nell'imbutitura profonda a freddo convenzionale, il calore da attrito generato nelle interfacce punzone-grezzo e matrice può aumentare significativamente le temperature superficiali locali. Per le leghe di alluminio, che hanno un punto di fusione relativamente basso rispetto all'acciaio, un riscaldamento localizzato eccessivo accelera il grippaggio (il trasferimento adesivo dell'alluminio sulle superfici dello stampo) che degrada la finitura superficiale, aumenta le forze di formatura e riduce la durata dell'utensile. Ciò rende la strategia di lubrificazione e la scelta del rivestimento della superficie dello stampo particolarmente importanti durante la lavorazione lega di alluminio fogli.
Leghe di alluminio automobilistiche comuni e loro caratteristiche di formatura
| Serie in lega | Grado tipico | Intervallo di fusione (°C) | Applicazione chiave |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Interni di cofani, interni di porte, involucri di veicoli elettrici |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Pannelli carrozzeria esterni, chiusure strutturali |
| Mg-Al (Magnesio-Alluminio) | AZ31, AM60 | 470–630 | Involucri delle batterie dei veicoli elettrici, cruscotti |
Progettazione di stampi specifici per veicoli elettrici: rapporti di imbutitura profonda, involucri della batteria e alleggerimento
La produzione di veicoli elettrici richiede stampi per imbutitura profonda che vanno oltre ciò che richiede lo stampaggio automobilistico tradizionale. L'applicazione tecnicamente più impegnativa è la formazione di involucri di batterie in lega di magnesio-alluminio: involucri grandi, profondi e strutturalmente complessi che proteggono gli array di celle della batteria contribuendo al contempo al budget di peso complessivo del veicolo. Questi componenti richiedono rapporti di imbutitura profonda superiori a 2,5:1 (il rapporto tra il diametro del pezzo grezzo e il diametro del punzone), che spinge il materiale ai suoi limiti di duttilità e richiede un'eccezionale ingegneria dello stampo per evitare la rottura della flangia o un eccessivo assottigliamento delle pareti.
Ridurre al minimo l'assottigliamento del materiale lungo la parete trafilata è fondamentale per gli involucri delle batterie perché l'uniformità dello spessore delle pareti influisce direttamente sulla rigidità strutturale e sulle prestazioni in caso di incidente. I progettisti di stampi affrontano questo problema attraverso diverse strategie coordinate: ottimizzazione del raggio della punta del punzone per distribuire la deformazione in modo più uniforme, implementando profili di forza variabile del premilamiera (BHF) che aumentano progressivamente la pressione all'aumentare della profondità di imbutitura e applicando sequenze di imbutitura multistadio per geometrie particolarmente profonde anziché tentare la formatura in un'unica operazione.
Lo spostamento verso l’alleggerimento ha anche portato all’adozione di strutture di stampi modulari nei programmi di veicoli elettrici. Invece di lavorare un blocco matrice monolitico, i progetti modulari utilizzano inserti intercambiabili per le zone ad alta usura come i raggi di ingresso della matrice e gli angoli del punzone. Questo approccio riduce il costo degli utensili per programma di veicolo del 20–35% in scenari con volumi elevati, poiché gli inserti usurati possono essere sostituiti senza rottamare l'intero set di stampi. Gli stampi modulari consentono inoltre un adattamento più rapido quando si verificano iterazioni di progettazione durante il ciclo di sviluppo del veicolo elettrico, che tende a muoversi più velocemente rispetto ai tradizionali programmi automobilistici.
Controllo della forza del portagrezzo: previene contemporaneamente pieghe e screpolature
La forza del premilamiera è la variabile di processo più influente nell'imbutitura profonda e la sua corretta calibrazione è ciò che distingue un processo di produzione stabile da uno incline allo scarto. Un BHF troppo piccolo consente alla flangia di deformarsi sotto stress circonferenziale di compressione, producendo rughe che non possono essere appiattite nelle operazioni successive. Una quantità eccessiva di BHF impedisce al metallo di fluire nella cavità dello stampo, causando fratture da trazione nella parete, in genere in corrispondenza del raggio del punzone, dove il materiale è più sottile.
For lega di alluminio lamiere, la finestra BHF accettabile è più stretta rispetto a quella dell'acciaio a basso tenore di carbonio perché l'alluminio ha un esponente di incrudimento inferiore ed è più sensibile all'assottigliamento localizzato. Automobilistico moderno stampi per imbutitura profonda affrontate questo problema con premilamiera idraulici o servocomandati in grado di regolare dinamicamente la pressione in tempo reale in base al feedback delle celle di carico integrate nella struttura dello stampo. Questo controllo a circuito chiuso è particolarmente utile quando si trafilano componenti in lega di magnesio-alluminio a temperature elevate, dove la sollecitazione del flusso del materiale cambia continuamente mentre il pezzo grezzo si raffredda durante la corsa.
I seguenti fattori devono essere bilanciati quando si impostano i parametri del premilamiera per una nuova operazione di imbutitura profonda:
- Carico di snervamento e allungamento del materiale: Le leghe più resistenti richiedono un BHF maggiore per prevenire le rughe, ma sono allo stesso tempo più vulnerabili alle fessurazioni, richiedendo una larghezza di banda di controllo più stretta.
- Geometria del pezzo grezzo e profondità di disegno: I pezzi grezzi non circolari, comuni nelle applicazioni sui pannelli delle porte e negli involucri delle batterie, sviluppano distribuzioni delle sollecitazioni delle flange non uniformi, che richiedono portagrezzi segmentati o a geometria variabile.
- Spessore del film lubrificante: Film lubrificanti più spessi riducono l'attrito e abbassano il BHF necessario per prevenire il grippaggio, ma una lubrificazione eccessiva può causare effetti di aquaplaning che destabilizzano il flusso del metallo.
- Velocità della corsa della pressa: Velocità di stampaggio più elevate aumentano la velocità di deformazione, che influisce sullo stress di flusso dell'alluminio e restringe l'intervallo BHF sicuro: una considerazione fondamentale quando si passa dalle linee di pressa per la produzione di prototipi a quelle di produzione di massa.
Sviluppo di stampi basato sulla simulazione e monitoraggio intelligente nella produzione di massa
Lo sviluppo degli stampi automobilistici moderni non si basa più solo sulla prova fisica. La simulazione della formatura basata sull'analisi degli elementi finiti (FEA), utilizzando piattaforme software come AutoForm o Dynaform, consente agli ingegneri degli stampi di testare virtualmente le condizioni di formatura prima che un singolo pezzo di acciaio per utensili venga tagliato. La simulazione prevede con precisione la distribuzione dell'assottigliamento, le zone a rischio di grinza, l'entità del ritorno elastico e i requisiti della forza di formatura, consentendo ai progettisti di ottimizzare dal punto di vista computazionale la geometria del punzone, i raggi di ingresso della matrice e i profili BHF. Per lega di alluminio componenti con curvatura complessa, la simulazione può ridurre le iterazioni di prova fisica del 40-60%, comprimendo significativamente le tempistiche di sviluppo dello stampo.
Una volta che gli stampi entrano nella produzione di massa, i sistemi di monitoraggio intelligenti mantengono la stabilità del processo attraverso migliaia di corse per turno. I sensori delle emissioni acustiche rilevano la comparsa di grippaggi o rigature superficiali prima che diventino visibili. Le serie di estensimetri nella struttura dello stampo monitorano la forza di formatura in tempo reale, segnalando le deviazioni che indicano la variazione del materiale grezzo o la rottura del lubrificante. I sistemi di visione eseguono un'ispezione ottica al 100% delle parti imbutite immediatamente dopo l'espulsione, misurando le dimensioni critiche rispetto ai valori nominali CAD e segnalando automaticamente le parti fuori tolleranza per la rimozione prima che raggiungano l'assemblaggio a valle.
Questa integrazione di simulazione e monitoraggio in fase di stampa riflette una più ampia transizione del settore: stampi per imbutitura profonda non sono più strumenti passivi ma componenti attivi di un sistema di produzione basato sui dati. Per i produttori di autoveicoli ed veicoli elettrici impegnati a raggiungere obiettivi di produzione senza difetti, investire in progetti di stampi convalidati tramite simulazione e in strumenti di produzione dotati di sensori non è un'opzione premium: è un requisito di base competitivo in quanto il settore accelera il suo passaggio verso l'alleggerimento con tecnologie avanzate. lega di alluminio materiali.

Articolo precedente
Parti stampate per seggiolini auto: guida alla qualità e all'adattamento
Articolo successivo
Parti per stampaggio metalli: tipi e applicazioni
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
