
-
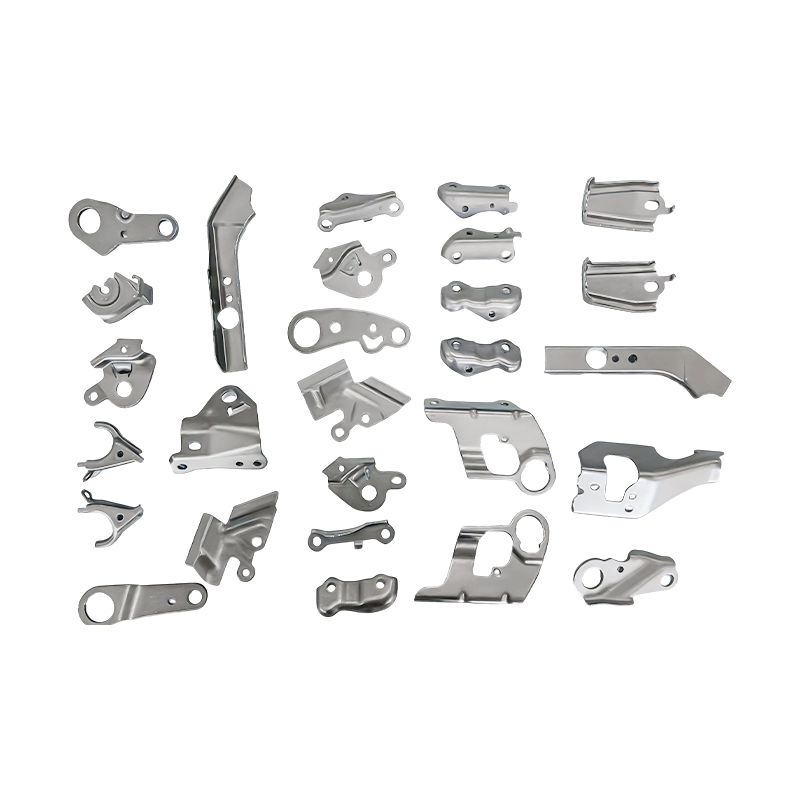
Piccole parti automobilistiche, parti per stampaggio a stampo progressivo
Le nostre piccole parti automobilistiche stampa...
-
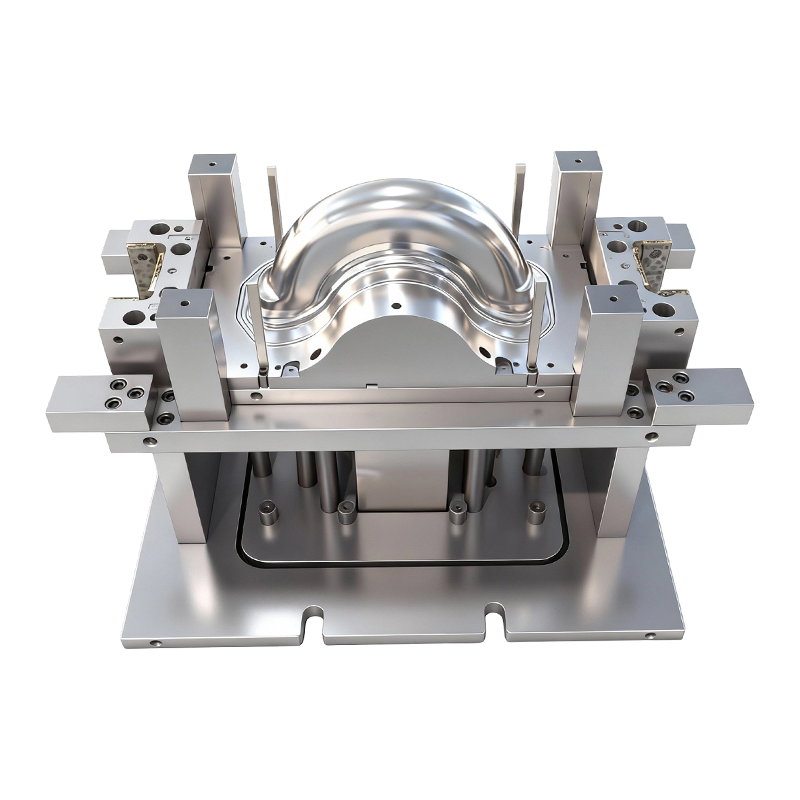
Stampo per imbutitura profonda per ruote anteriori e posteriori di veicoli elettrici a due ruote
Questo stampo per imbutitura profonda per ruote...
-
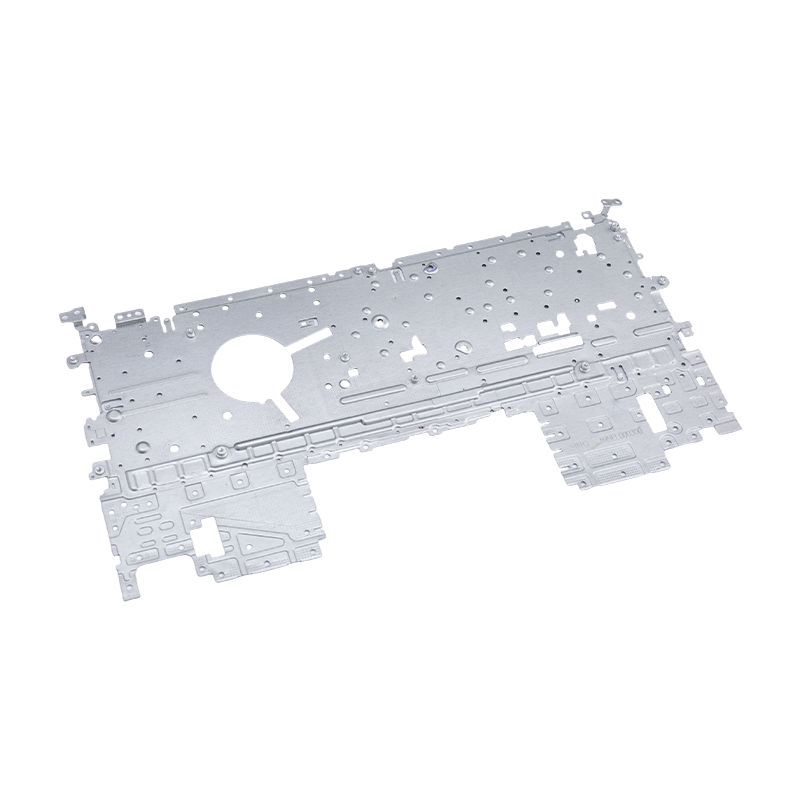
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
-
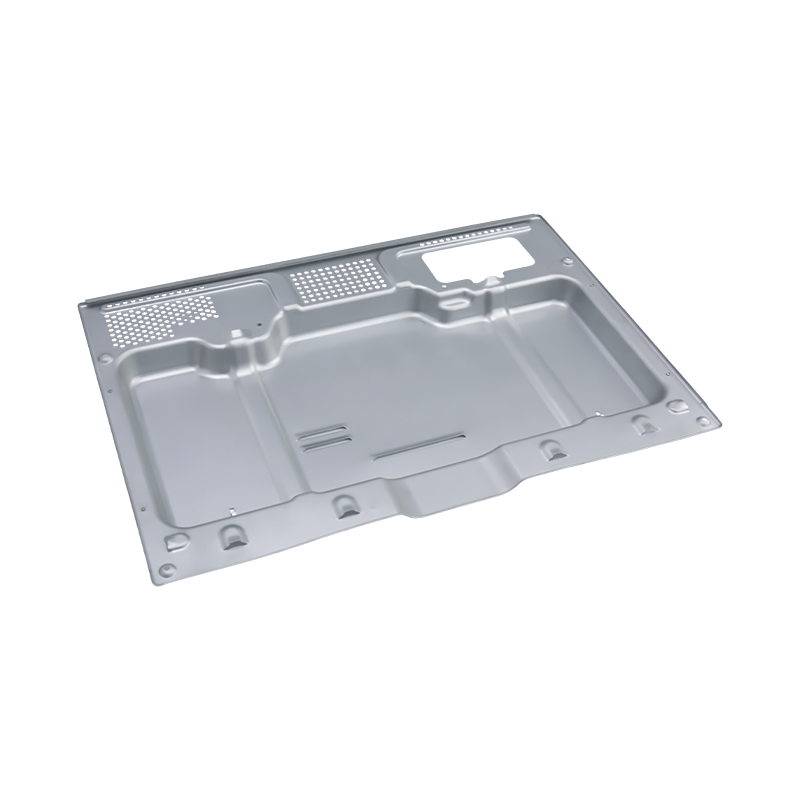
Parti per stampaggio di forni di fascia alta
I nostri componenti stampati per forni di fasci...
-
Parti per stampaggio di computer di grandi dimensioni di fascia alta
Le nostre parti stampate per computer di grandi...
-

Parti per stampaggio di autocarri pesanti
Le nostre parti stampate per autocarri pesanti ...
Novità del settore
Casa / Novità / Novità del settore / Guida agli stampi per stampaggio di metalli per imbutitura profonda per parti automobilistiche
Guida agli stampi per stampaggio di metalli per imbutitura profonda per parti automobilistiche
2026-03-30
I fondamenti dell'imbutitura profonda negli stampi per stampaggio dei metalli
Nel complesso mondo della produzione, Stampi per stampaggio metalli fungere da spina dorsale per la produzione in serie di componenti metallici precisi. Tra le varie tipologie di operazioni di stampaggio, l’imbutitura profonda si distingue come processo critico per trasformare la lamiera piana in forme cave tridimensionali. A differenza della semplice piegatura o taglio, l'imbutitura profonda comporta una sofisticata interazione di forze in cui un punzone forza un pezzo di metallo nella cavità dello stampo. L'obiettivo primario è controllare il flusso del materiale, garantendo che la lastra si allunghi e scorra nella geometria desiderata senza comprometterne l'integrità strutturale o l'uniformità dello spessore. Questo processo è essenziale per creare parti che richiedono una profondità significativa rispetto al diametro, un requisito comune in settori che vanno dai beni di consumo ai macchinari pesanti.
La meccanica dell'imbutitura profonda fa molto affidamento sulla deformazione plastica del materiale. Mentre il punzone scende, il pezzo grezzo di metallo viene disegnato lungo il raggio della matrice. L'area del pezzo grezzo che si trova sopra l'apertura dello stampo diventa la parete della tazza o del pezzo, mentre la flangia esterna viene disegnata radialmente verso l'interno. Questo disegno radiale provoca una contrazione del diametro della flangia, che induce naturalmente sollecitazioni di compressione sul cerchio. Se queste sollecitazioni non vengono gestite correttamente, il materiale si deforma e si formano delle grinze. Al contrario, se la tensione di trazione nella parete della coppa supera il carico di snervamento del materiale, la parte si strapperà o si spezzerà. Pertanto, la progettazione di stampi per stampaggio metalli per l'imbutitura profonda non riguarda solo la forma; si tratta di gestione dello stress.
Controllo del flusso di materiale e prevenzione dei difetti
Per ottenere un imbutitura profonda di successo, gli ingegneri devono controllare meticolosamente parametri come la forza del premilamiera e il gioco dello stampo. Il portagrezzo, o pressore, applica una quantità specifica di forza alla flangia del grezzo. Questa forza rappresenta un equilibrio delicato: deve essere sufficientemente elevata da evitare che il materiale si raggrinzisca mentre scorre verso l'interno, ma sufficientemente bassa da consentire al materiale di scivolare liberamente nella cavità dello stampo. Se la forza è troppo elevata, il materiale non può fluire, provocando un assottigliamento e un'eventuale frattura nel raggio del punzone. Se è troppo basso, le sollecitazioni di compressione nella flangia provocano rughe antiestetiche e strutturalmente deboli.
La distanza tra gli stampi è un altro fattore fondamentale. Si riferisce allo spazio tra il punzone e la parete della matrice. Nell'imbutitura profonda standard, il gioco è generalmente leggermente maggiore dello spessore della lamiera per consentire al materiale di fluire senza stirare eccessivamente. Tuttavia, nei processi noti come "imbutitura profonda" o "stiratura", il gioco viene intenzionalmente impostato su un valore inferiore allo spessore iniziale del materiale. Ciò riduce lo spessore della parete e aumenta l'altezza della parte, migliorando al tempo stesso la finitura superficiale e la precisione dimensionale. Per facilitare questo flusso e ridurre l'attrito, che genera calore e usura, la lubrificazione è fondamentale. Lubrificanti avanzati e rivestimenti superficiali sullo stampo stesso contribuiscono a prolungarne la durata e a garantire una qualità costante delle parti.
Difetti comuni e soluzioni
- Rughe: Causato da un'eccessiva sollecitazione di compressione nella flangia. Risolto aumentando la forza del premilamiera o utilizzando le perle di tiraggio per limitare il flusso.
- Frattura/Laceramento: Si verifica quando lo stress da trazione supera i limiti del materiale. Risolto aumentando il gioco dello stampo, migliorando la lubrificazione o ricotturando il materiale per ripristinare la duttilità.
- Orecchio: Altezza irregolare nella parte superiore della parte trafilata a causa dell'anisotropia nella struttura della grana del metallo. Controllato ottimizzando l'orientamento del pezzo grezzo o le operazioni di rifilatura.
Integrazione con stampi progressivi per componenti automobilistici
Mentre l’imbutitura profonda in una sola fase è comune per parti semplici e di grandi dimensioni, l’industria automobilistica spesso richiede una produzione in grandi volumi di componenti complessi. È qui che gli stampi progressivi per componenti automobilistici diventano indispensabili. In una configurazione a stampo progressivo, una striscia di metallo avanza attraverso più stazioni all'interno di un singolo stampo. Ciascuna stazione esegue un'operazione diversa (sfondamento, piegatura e imbutitura) finché nella stazione finale non viene prodotta una parte finita. Integrare l'imbutitura profonda in uno stampo progressivo è tecnicamente impegnativo perché il materiale deve essere trasportato tra le stazioni senza distorcere la forma imbutita.
I produttori automobilistici utilizzano questi stampi progressivi per creare qualsiasi cosa, dalle piccole staffe dei connettori agli elementi strutturali più grandi. Ad esempio, la produzione di componenti del sistema di alimentazione o di parti di scarico spesso comporta una serie di fasi di trafilatura all'interno di una linea progressiva. Il vantaggio sta nella velocità e nella coerenza. Automatizzando il trasferimento della parte da una fase di disegno a quella successiva, i produttori possono produrre migliaia di parti all'ora con un intervento umano minimo. Tuttavia, la progettazione di stampi progressivi per componenti automobilistici richiede un'attenta considerazione della "striscia portante", che trattiene la parte mentre si muove attraverso lo stampo. Il supporto deve essere sufficientemente robusto da resistere alle forze di trazione ma facile da separare dalla parte finale.
Progetti strutturali avanzati per geometrie complesse
Man mano che i progetti automobilistici diventano più aerodinamici e le norme di sicurezza più rigorose, la complessità geometrica delle parti stampate aumenta. Le matrici standard per imbutitura profonda spesso non riescono a raggiungere le profondità o le forme richieste in un unico colpo. Di conseguenza, sono stati sviluppati progetti strutturali specializzati per soddisfare questi requisiti tecnici. Questi design consentono la formatura in più fasi all'interno di una singola corsa della pressa o attraverso più operazioni, garantendo che anche le parti cave più complesse possano essere prodotte in modo efficiente.
| Tipo di matrice | Funzione | Applicazione |
| Imbutitura profonda iniziale invertita | Il punzone si muove verso l'alto o la matrice si muove verso il basso per formare inizialmente la parte dall'interno verso l'esterno. | Utilizzato per pezzi che richiedono elevata stabilità nella prima fase di formatura. |
| Disegno inverso senza portagrezzo | Ridisegna la parte nella direzione opposta senza un premilamiera tradizionale, basandosi sulla geometria della matrice. | Ideale per ridurre il diametro aumentando l'altezza nelle fasi successive. |
| Disegno di assottigliamento a doppia matrice | Utilizza due matrici concentriche per assottigliare significativamente lo spessore della parete allungando la parte. | Produzione di cilindri ad alta pressione o alloggiamenti automobilistici precisi. |
Tecniche di disegno inverso
Il disegno inverso è una tecnica potente utilizzata quando una parte deve essere disegnata più in profondità di quanto consentito dal materiale in un unico disegno in avanti. In questo processo la tazza parzialmente aspirata viene rivoltata o aspirata nella direzione opposta nella stazione successiva. Questo indurisce il materiale in modo diverso e consente rapporti profondità-diametro maggiori. Gli stampi per imbutitura profonda inversa senza portalamiera sono particolarmente utili in questo caso, poiché semplificano la struttura dell'utensileria mantenendo il controllo sul flusso del materiale durante il processo di inversione.
Miglioramento della durata dello stampo e della qualità della superficie
La longevità di Stampi per stampaggio metalli è direttamente correlato alla qualità della superficie delle parti prodotte e all’economicità della linea di produzione. L'imbutitura profonda comporta un attrito e una pressione significativi, che possono portare al grippaggio (materiale che si attacca allo stampo) e all'usura. Per contrastare questo problema, la moderna produzione di stampi impiega tecniche avanzate di lucidatura e rivestimento. La lucidatura dei raggi dello stampo con una finitura a specchio riduce l'attrito, consentendo al metallo di fluire senza intoppi. Inoltre, sulle superfici di lavoro dello stampo vengono applicati rivestimenti come nitruro di titanio (TiN) o carbonio simile al diamante (DLC).
Questi rivestimenti forniscono una superficie dura e a basso attrito che resiste all'abrasione e alla corrosione. Nel contesto degli stampi progressivi per parti automobilistiche, dove il tempo di attività è fondamentale, gli stampi rivestiti riducono la frequenza degli arresti per manutenzione e i tassi di scarto delle parti. Inoltre, la selezione dei materiali dello stampo è fondamentale. Gli acciai per utensili ad alto contenuto di carbonio e cromo sono spesso utilizzati per la loro resistenza all'usura, mentre gli inserti in carburo di tungsteno possono essere utilizzati in applicazioni ad alto volume dove è richiesta una durata estrema. Combinando una progettazione strutturale robusta con l'ingegneria delle superfici, i produttori possono garantire che gli stampi per imbutitura profonda funzionino in modo affidabile per milioni di cicli.
Applicazioni nella moderna produzione automobilistica
L’applicazione della tecnologia dell’imbutitura profonda è onnipresente nel settore automobilistico. Uno degli esempi più classici è la produzione di serbatoi per carburante per autoveicoli. Questi componenti richiedono forme complesse e cave in grado di resistere alla pressione interna e all'impatto esterno. L'imbutitura profonda consente la creazione di questi contenitori senza giunzioni partendo da lamiera, garantendone l'integrità a prova di perdite. Allo stesso modo, lavabi e lavelli smaltati, pur essendo beni di consumo, condividono gli stessi principi di produzione, dimostrando la versatilità del processo.
Nell’era dei veicoli elettrici (EV), la domanda di parti imbutite è aumentata. Gli involucri delle batterie, gli alloggiamenti dei motori e le crash box strutturali spesso utilizzano processi di imbutitura profonda per ottenere involucri leggeri ma resistenti. La capacità di assottigliare il materiale durante il processo di imbutitura (imbutitura profonda) aiuta a ridurre il peso complessivo del veicolo, che è fondamentale per estendere l’autonomia della batteria. Mentre l’industria si sposta verso materiali più leggeri come l’alluminio e l’acciaio ad alta resistenza, il ruolo degli stampi specializzati per lo stampaggio dei metalli diventa ancora più importante. Gli ingegneri devono adattare il design degli stampi per gestire le diverse caratteristiche di ritorno elastico e i limiti di formabilità di queste leghe avanzate, garantendo che la prossima generazione di veicoli sia sicura ed efficiente.
Articolo precedente
Stampi di precisione per elettronica ed elettrodomestici: soluzioni di produzione ad alta efficienza nel 2026
Articolo successivo
Guida alle parti per stampaggio e disegno dei metalli
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
