-
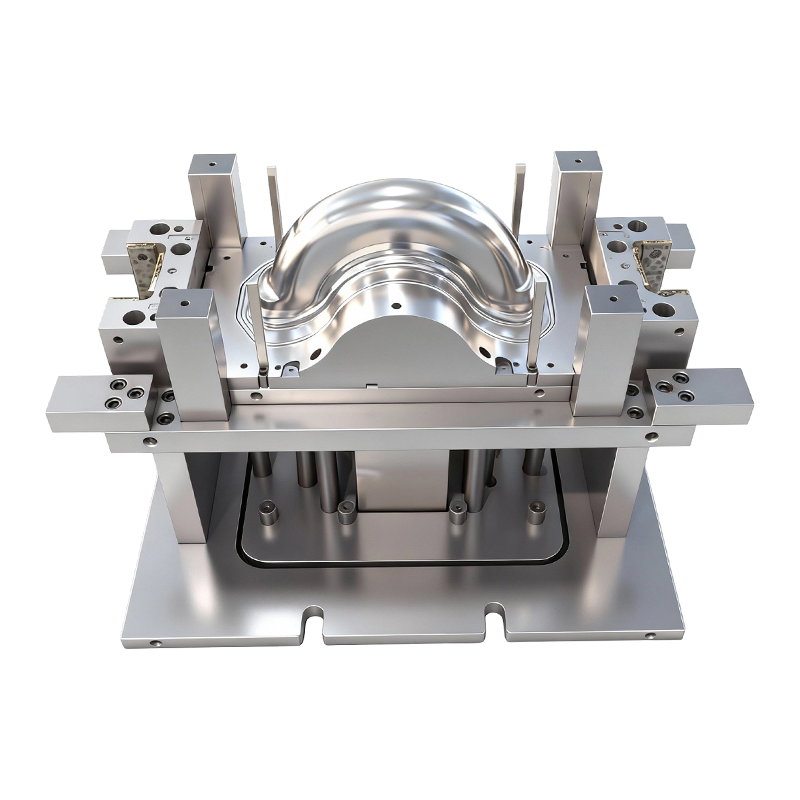
Stampo per imbutitura profonda per ruote anteriori e posteriori di veicoli elettrici a due ruote
Questo stampo per imbutitura profonda per ruote...
-
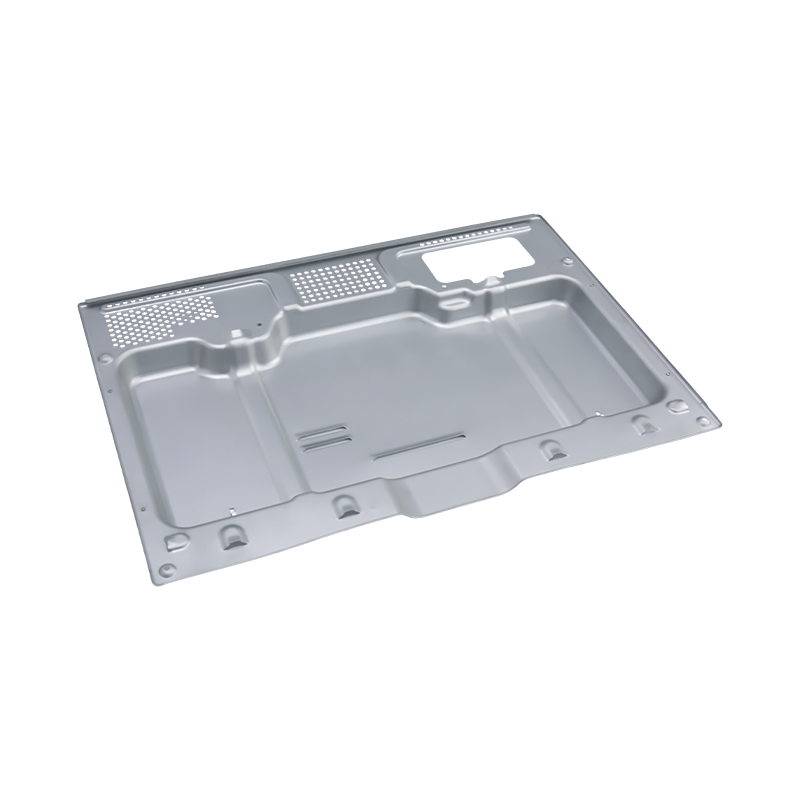
Parti per stampaggio di forni di fascia alta
I nostri componenti stampati per forni di fasci...
-
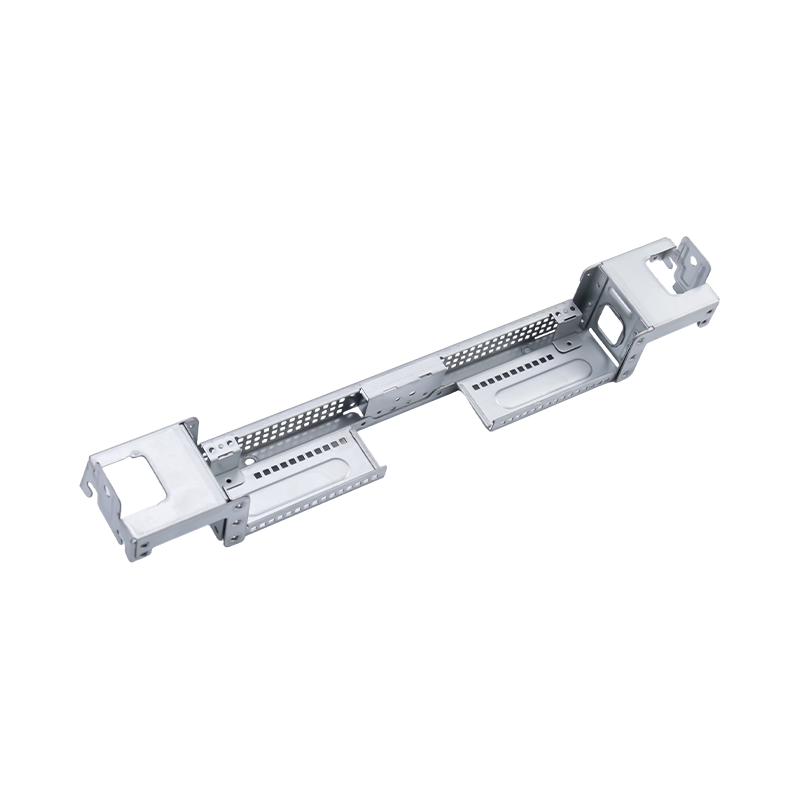
Parti per stampaggio di computer di grandi dimensioni di fascia alta
Le nostre parti stampate per computer di grandi...
-

Parti stampate per alloggiamenti di motori automobilistici
Le parti stampate dell'alloggiamento dei m...
-
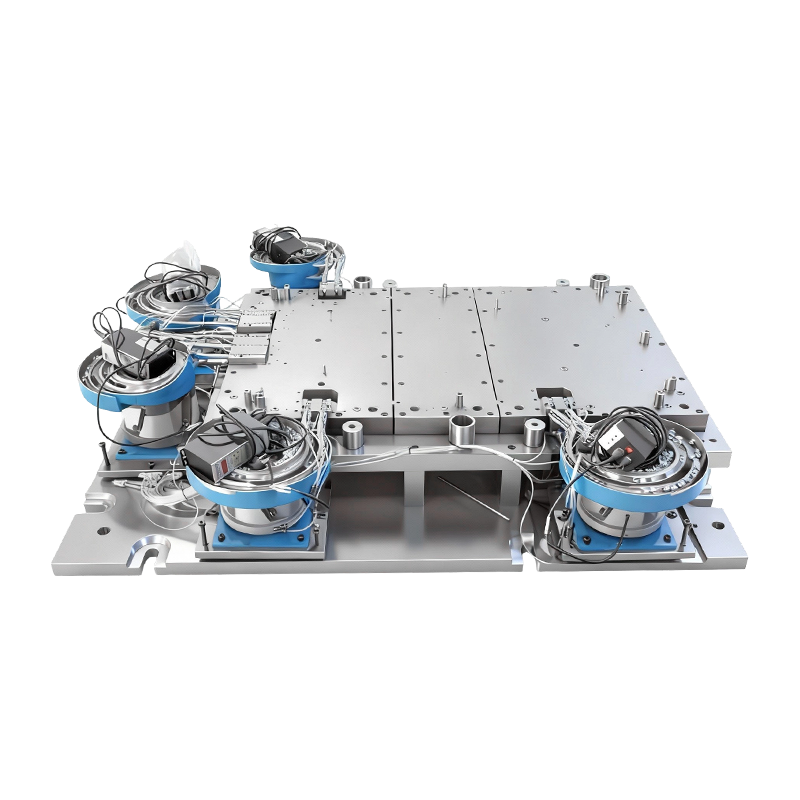
Stampo per rivettatura automatica per basi di macchine computerizzate di grandi dimensioni
Questo stampo per rivettatura automatica per ba...
-
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
Novità del settore
Casa / Novità / Novità del settore / Progettazione di matrici per imbutitura profonda: guida al punzone, alla matrice, al gioco e alla riduzione multifase
Progettazione di matrici per imbutitura profonda: guida al punzone, alla matrice, al gioco e alla riduzione multifase
2026-05-20
La lamiera che entra in uno stampo come un pezzo grezzo piatto ed esce come un componente cavo e senza giunzioni: tale trasformazione dipende interamente dalla qualità della progettazione dello stampo. La progettazione dello stampo per imbutitura profonda non è una singola decisione ma una catena di scelte ingegneristiche, ognuna delle quali apre o chiude la finestra in cui può avvenire una formatura corretta. Un raggio di punzonatura non adeguatamente specificato, un premilamiera sottodimensionato o un gioco mal calcolato possono far crollare completamente la finestra, producendo rottami incrinati o spiegazzati ad alto volume. Le sezioni seguenti esaminano tutte le principali variabili di progettazione e spiegano cosa controlla ciascuna.
Cosa controlla effettivamente la progettazione dello stampo per imbutitura profonda
Un set di strumenti per imbutitura profonda è composto da tre elementi principali: il punzone, la matrice e il premilamiera. Il punzone spinge il pezzo grezzo piatto nella cavità dello stampo. La matrice definisce la geometria esterna della parte finita. Il premilamiera preme contro la flangia del pezzo grezzo per regolare la quantità di materiale immesso nella cavità durante la corsa.
Ogni membro deve essere progettato in relazione agli altri. Diametro punzone stabilisce il diametro interno della tazza trafilata; il diametro della matrice è maggiore dell'entità del gioco di lavoro. Il premilamiera si trova tra i due, mantenendo la pressione di contatto sulla flangia per tutta la corsa. Quando i rapporti tra questi tre componenti sono corretti, il metallo scorre verso l'interno e verso il basso senza incresparsi sulla flangia o fratturarsi in corrispondenza della punta del punzone. Quando una qualsiasi relazione è sbagliata, appare immediatamente una di queste due modalità di fallimento.
Per la produzione in grandi volumi, set di stampi per imbutitura profonda di tipo automobilistico aggiungere ulteriori requisiti: maggiore durata dell'utensile, stretta coerenza da parte a parte e compatibilità con i sistemi di trasferimento automatizzati. Tali requisiti intensificano l’importanza di ogni decisione progettuale descritta di seguito.
Geometria del punzone e della matrice: da dove proviene la forma della parte
Il raggio della punta del punzone e il raggio di entrata dello stampo sono i due parametri geometrici più importanti nella progettazione degli stampi per imbutitura profonda. Entrambi controllano il modo in cui il metallo si piega durante la transizione dal pezzo grezzo piatto alla parete disegnata.
Raggio del naso del punzone è generalmente impostato tra quattro e otto volte lo spessore del materiale per gli acciai standard. Un raggio troppo piccolo concentra lo stress di trazione nella piega, favorendo l'assottigliamento e l'eventuale frattura. Un raggio troppo ampio consente al metallo di deformarsi prima di essere catturato dalla parete dello stampo, producendo grinze sulla parete.
Raggio di entrata dello stampo - a volte chiamato raggio dell'angolo dello stampo - governa la resistenza che il grezzo incontra mentre viene disegnato sul bordo dello stampo. Un raggio della matrice ben lucidato e di dimensioni adeguate riduce l'attrito e consente al materiale di fluire agevolmente nella cavità. La pratica standard imposta questo raggio da quattro a dieci volte lo spessore del materiale, a seconda del rapporto di stiro e della duttilità del materiale. I raggi sottodimensionati aumentano il rischio di strappi; raggi sovradimensionati in materiali sottili creano campate non supportate che si deformano nelle rughe.
Per le parti con sezioni trasversali quadrate o rettangolari, i raggi degli angoli richiedono un'attenzione individuale. Gli angoli concentrano lo stress di compressione durante la formatura e i raggi degli angoli generosi, in genere maggiori rispetto a quelli delle parti rotonde equivalenti, consentono imbutimenti più profondi in un'unica operazione senza increspature degli angoli.
Spazio di lavoro tra punzone e matrice
Il gioco è lo spazio radiale tra il punzone e la parete della matrice. Durante la trafilatura, il metallo deve passare attraverso questo spazio e in genere si ispessisce leggermente mentre scorre verso l'interno. Lo spazio deve accogliere tale ispessimento senza comprimere il metallo così forte da far salire l'attrito a livelli distruttivi e senza lasciare così tanto spazio da far deformare il metallo lateralmente nelle rughe della parete.
Per la maggior parte degli acciai a basso tenore di carbonio, l'intervallo iniziale accettato è un gioco di lavoro compreso tra 1,07 e 1,15 volte lo spessore del materiale per lato. I materiali più duri o più spessi potrebbero richiedere uno spazio pari al limite superiore di questo intervallo. Materiali più sottili e tolleranze più strette sullo spessore delle pareti spingono il design verso l'estremità inferiore. Sistemi di matrici progressive per stampi per imbutitura profonda progressiva multistazione per autoveicoli applicare la stessa logica a ciascuna stazione successiva, con un gioco che generalmente si restringe man mano che il diametro della tazza si riduce e l'uniformità della parete diventa più critica.
Selezione del materiale e sua influenza sulla progettazione dello stampo
Il progettista dello stampo non può scegliere il materiale della parte, ma le proprietà del materiale determinano quali parametri di progettazione sono fattibili. Due proprietà della lamiera sono particolarmente rilevanti: l'esponente di incrudimento (valore n) e il rapporto di deformazione plastica (valore r, chiamato anche coefficiente di Lankford).
Un valore n elevato significa che il materiale si indurisce rapidamente man mano che si allunga, distribuendo la deformazione in modo più uniforme sul pezzo grezzo. Ciò consente rapporti di stiro più aggressivi prima della frattura. Un valore r elevato significa che il materiale resiste all'assottigliamento nella direzione dello spessore e scorre preferenzialmente nel piano della lamiera, esattamente ciò che richiede l'imbutitura profonda. I materiali con valori r elevati possono essere disegnati con rapporti profondità-diametro maggiori prima che venga raggiunto il limite di frattura del naso del punzone.
In termini pratici, un acciaio privo di interstiziali (IF) con valori r superiori a 1,8 consente progettazioni di stampi con profondità di imbutitura singola maggiori e rapporti diametro tra pezzo grezzo e punzone maggiori rispetto a un acciaio convenzionale a basso tenore di carbonio con valori r vicini a 1,0. Le leghe di alluminio hanno generalmente valori r inferiori a 1,0, il che significa che i progetti di stampi per l'alluminio devono fare maggiore affidamento su riduzioni dell'allungamento in più fasi e su un controllo più attento del premilamiera per ottenere la stessa profondità della tazza. Gli stessi principi si applicano durante la progettazione componenti di precisione per stampaggio automobilistico dove le strette tolleranze dimensionali complicano le sfide legate alla variabilità dei materiali.
Riduzione del prelievo in più fasi: quando una sola operazione non basta
Quando il rapporto profondità/diametro richiesto della parte finita supera quello che una singola trafilatura può ottenere in sicurezza – in genere un rapporto di trafilatura superiore a 2,0 e 2,2 per la maggior parte degli acciai – il progetto deve incorporare più fasi di trafilatura. Ogni fase riduce il diametro della tazza aumentandone l'altezza e ogni fase ha il proprio punzone, matrice e portalamiera.
La prima estrazione porta il grezzo piatto al rapporto di estrazione massimo consentito dal materiale. I successivi trafilamenti operano sulla coppa già formata e possono raggiungere rapporti di trafilatura compresi tra 1,2 e 1,4 per fase poiché il metallo sulla flangia è già parzialmente incrudito e comporta meno rischi di gravi increspature. La ricottura tra le fasi può essere necessaria per i materiali che induriscono rapidamente, per ripristinare la duttilità prima della riduzione successiva.
| Disegna la fase | Tipico rapporto di estrazione massima | Note |
|---|---|---|
| Primo pareggio | 1.8 – 2.2 | Dipende dal valore r e dallo spessore del pezzo grezzo |
| Seconda estrazione (ridisegna) | 1.2 – 1.4 | Rischio inferiore grazie al precedente incrudimento |
| Terzo pareggio e oltre | 1.1 – 1.3 | Potrebbe essere necessaria la ricottura tra le fasi |
I progetti a più fasi aumentano i costi degli utensili e i tempi di stampa, ma spesso rappresentano l'unico percorso per ottenere la geometria della parte richiesta. Il confronto economico tra l’approccio a fase singola e quello a più fasi è strettamente legato al volume di produzione – un fattore esplorato più in dettaglio nell’articolo su differenze di costo tra i prodotti per stampaggio dei metalli e quelli per imbutitura profonda .

Disegnare le perline e la pressione del legante: ottimizzare il flusso del materiale
Le perle di disegno sono creste rialzate lavorate nella superficie del legante (portagrezzo). Quando il pezzo grezzo scivola su di essi durante la corsa di estrazione, impongono una deformazione di flessione e inflessione che crea ulteriore resistenza al flusso del materiale. Variando l'altezza, la larghezza e la posizione dei cordoni attorno al perimetro del pezzo grezzo, il progettista dello stampo può controllare la quantità di materiale che entra nella cavità dello stampo in ciascun punto, reindirizzando il flusso lontano dalle aree soggette a strappi e verso aree che altrimenti potrebbero raggrinzirsi.
Il posizionamento del cordone di stiratura è particolarmente importante per le parti non assialsimmetriche, come i pannelli della carrozzeria automobilistica, dove diverse sezioni del perimetro grezzo richiedono una resistenza al flusso molto diversa. Parti con ampie aree piatte circondate da imbutiture profonde spesso richiedono cordoni per evitare che le aree piatte sviluppino distorsioni superficiali sotto il legante.
La pressione del legante completa il design del tallone. Il legante deve applicare una forza sufficiente per evitare che la flangia si pieghi e si formino delle grinze, ma non così tanto da bloccare il flusso di materiale nella cavità, il che aumenterebbe lo stress di trazione nella parete della tazza fino al punto di frattura. La corretta pressione del legante si trova quindi all'interno di una finestra di processo i cui confini sono definiti dal limite di increspatura inferiore e dal limite di frattura superiore. Il prossimo articolo di questa serie affronta il modo in cui il rapporto di stiro e la forza del premilamiera interagiscono per definire e controllare quella finestra.
Lubrificazione e finitura superficiale dello stampo
L'attrito nel raggio di ingresso della matrice e nell'interfaccia del premilamiera ha un effetto diretto sulla sollecitazione di trazione portata dalla parete della tazza. Un attrito maggiore significa una maggiore sollecitazione della parete, che avvicina il processo al limite di frattura. Una lubrificazione efficace riduce tale stress e amplia la finestra del processo.
La finitura superficiale dello stampo interagisce con la lubrificazione. Un raggio della matrice lucidata con ruvidità superficiale inferiore a Ra 0,4 µm consente al lubrificante di formare una pellicola uniforme, riducendo la variabilità dell'attrito. Le superfici ruvide o graffiate intrappolano il lubrificante in modo non uniforme e introducono concentrazioni di stress localizzate che possono provocare fratture a sollecitazioni della parete inferiori a quelle previste.
La scelta del lubrificante dipende dal materiale da trafilare. Gli acciai a basso tenore di carbonio tollerano un'ampia gamma di lubrificanti, dagli oli leggeri per trafilatura ai composti pesanti EP (estrema pressione). Le leghe di alluminio richiedono lubrificanti che non reagiscono con la superficie metallica, poiché i composti reattivi possono causare grippaggi e rigature superficiali. Gli acciai inossidabili, che induriscono rapidamente, spesso richiedono lubrificanti clorurati per gestire le elevate pressioni di interfaccia generate durante la trafilatura.
Selezione dell'acciaio per utensili e durata dello stampo
La durata della matrice nell'imbutitura profonda è limitata dall'usura abrasiva nel raggio di entrata della matrice e dal grippaggio sulla superficie del legante. Entrambi i meccanismi accelerano quando la pressione del legante è elevata, il film lubrificante si rompe o il materiale grezzo contiene inclusioni abrasive.
I materiali standard per stampi per la produzione di volumi medi includono l'acciaio per utensili D2 (circa 60–62 HRC dopo la tempra) e DC53, che offre una migliore tenacità con una durezza simile. La produzione automobilistica in grandi volumi richiede spesso inserti in carburo di tungsteno nel raggio di ingresso dello stampo, dove i tassi di usura sono più elevati. I rivestimenti superficiali – nitruro di titanio (TiN), carbonitruro di titanio (TiCN) o carbonio simile al diamante (DLC) – prolungano ulteriormente la durata riducendo il coefficiente di attrito nell’interfaccia utensile-grezzo.
Per set di stampi per stampaggio ad alta precisione mirare alle tolleranze dei componenti automobilistici o dei veicoli elettrici, alla selezione dell'acciaio per utensili e alle specifiche del trattamento termico sono altrettanto critici quanto i parametri di progettazione geometrica descritti sopra. Uno stampo dimensionalmente perfetto ricavato da acciaio trattato termicamente in modo improprio si guasterà molto prima della sua durata prevista.
Simulazione prima dell'acciaio: analisi degli elementi finiti nella progettazione degli stampi
La progettazione moderna degli stampi per imbutitura profonda si basa in larga misura sull'analisi degli elementi finiti (FEA) per prevedere i risultati della formatura prima che qualsiasi metallo venga tagliato. Le simulazioni FEA modellano il pezzo grezzo come una rete di elementi deformabili, applicano la corsa del punzone in modo incrementale e calcolano la distribuzione di sollecitazione, deformazione e spessore in ogni punto del pezzo grezzo durante tutta la corsa.
L'output di una simulazione ben calibrata include un diagramma del limite di formatura (FLD) sovrapposto, che mostra se una qualsiasi regione del pezzo grezzo si sta avvicinando al confine di frattura o increspatura. Se la simulazione prevede guasti, il progettista può regolare il raggio del punzone, il raggio della matrice, la pressione del legante, la geometria del cordone o la forma del pezzo grezzo, iterando nel software anziché nell'acciaio. Questo processo comprime significativamente i tempi di prova e riduce il numero di modifiche fisiche dell'utensile necessarie prima che lo stampo produca parti accettabili.
La qualità della simulazione dipende da dati accurati della scheda materiale, in particolare dalla descrizione della superficie di snervamento, dai valori r, dal valore n e dalla curva di sollecitazione del flusso per la bobina di materiale specifico da utilizzare nella produzione. I dati materiali generici producono previsioni plausibili ma inaffidabili; i dati specifici del materiale derivanti dalle prove di trazione e dalle prove FLD producono previsioni che si traducono direttamente nel comportamento della pressa.
Riepilogo: le variabili di progettazione che contano di più
La progettazione dello stampo per imbutitura profonda si risolve in un numero limitato di variabili, ciascuna delle quali deve essere impostata entro un intervallo che dipende dalle altre. I raggi del punzone e della matrice determinano la gravità della piegatura nelle transizioni. Il gioco di lavoro consente l'ispessimento del metallo senza generare attrito distruttivo. Il rapporto di imbutitura imposta il limite superiore della deformazione in un'unica fase. La pressione del legante e i cordoni di trazione controllano il flusso del materiale attorno al perimetro del grezzo. La lubrificazione e la finitura superficiale determinano quanta pressione ammissibile del legante raggiunge effettivamente il pezzo grezzo. La selezione dell'acciaio per utensili e del rivestimento determinano il tempo in cui lo stampo mantiene le condizioni attentamente stabilite.
Nessuna singola variabile può essere ottimizzata isolatamente. Una modifica al raggio di entrata dello stampo modifica la pressione ottimale del legante. Un cambiamento nella qualità del materiale cambia il rapporto di stiro fattibile. Questa interdipendenza è il motivo per cui la progettazione di stampi per imbutitura profonda richiede un approccio sistematico e perché farlo correttamente, dalla simulazione alla prova, produce parti che soddisfare severi requisiti strutturali e dimensionali per le applicazioni su ruote e telai costantemente attraverso milioni di cicli di produzione.
Articolo precedente
Parti stampate per sedili automobilistici: produzione di alta precisione, carico e selezione dei materiali
Articolo successivo
Parti stampate per seggiolini auto: guida alla qualità e all'adattamento
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
