-
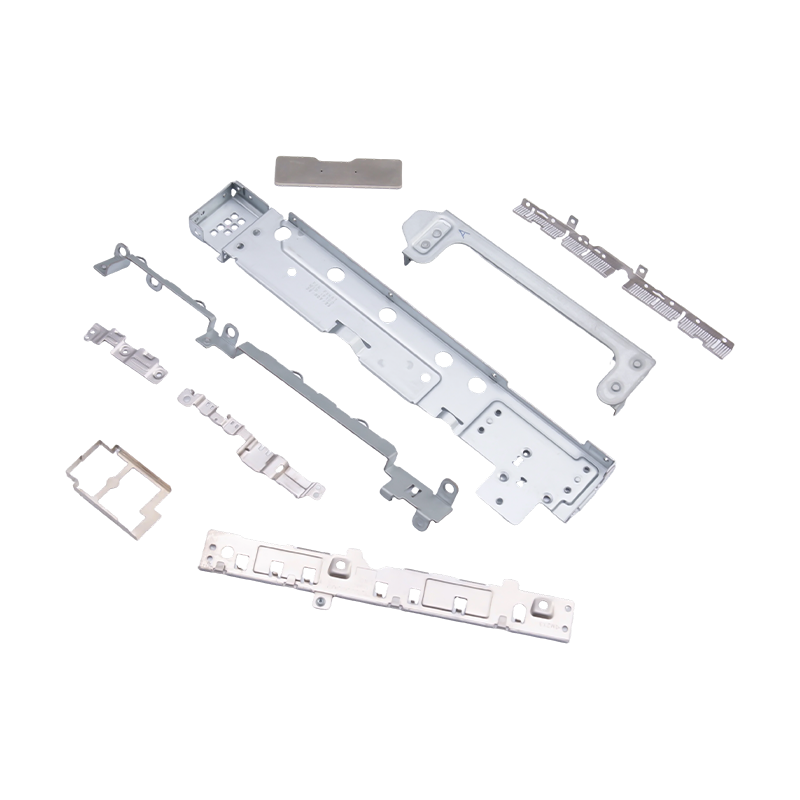
Piccole parti stampate per laptop e telefoni cellulari
In quanto componenti interni essenziali per i m...
-
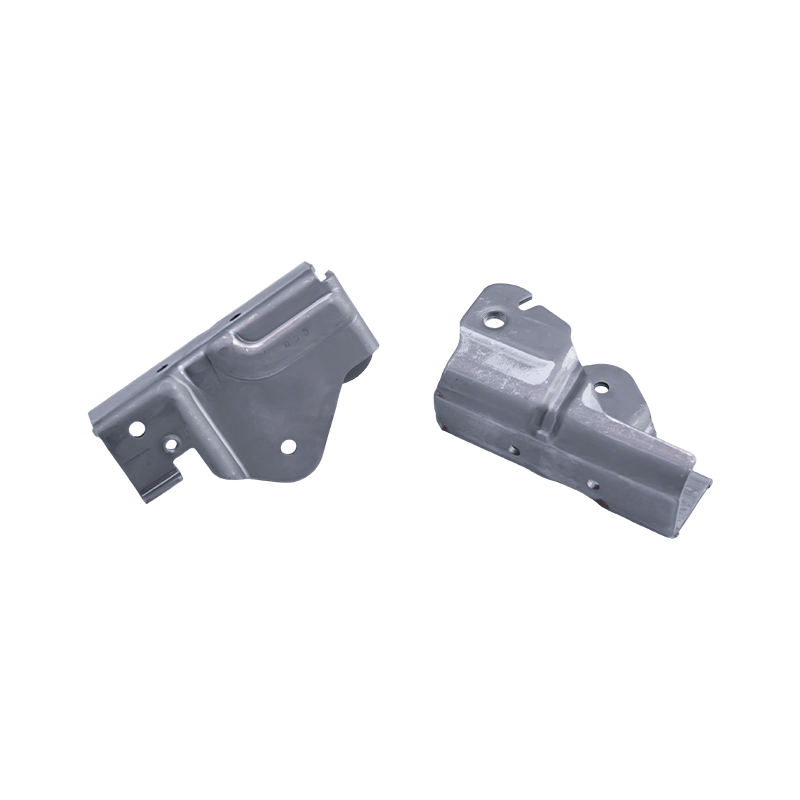
Parti stampate per seggiolini auto
Le parti stampate dei sedili per auto sono comp...
-
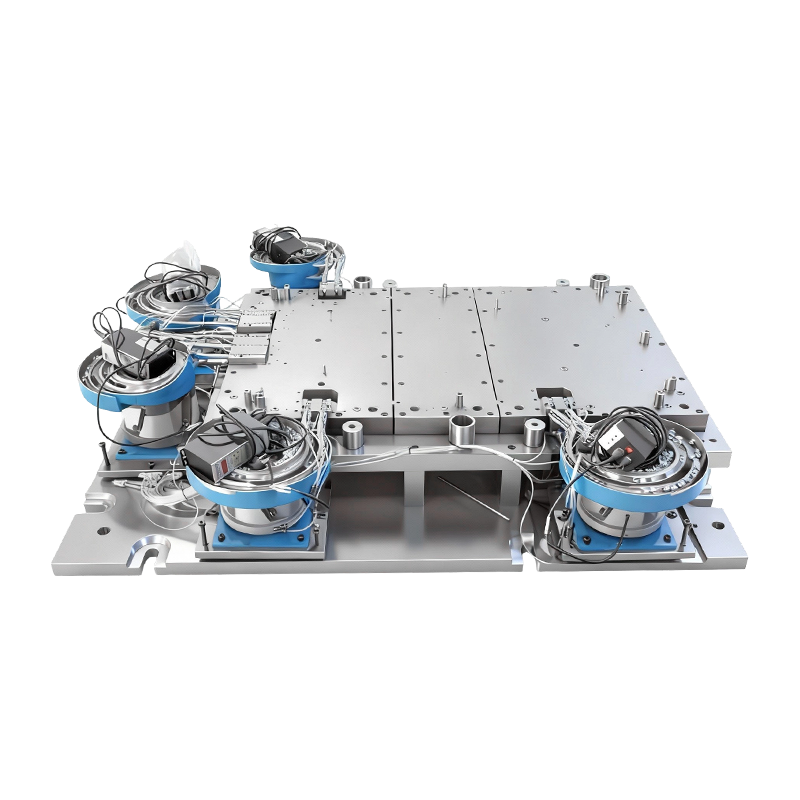
Stampo per rivettatura automatica per basi di macchine computerizzate di grandi dimensioni
Questo stampo per rivettatura automatica per ba...
-
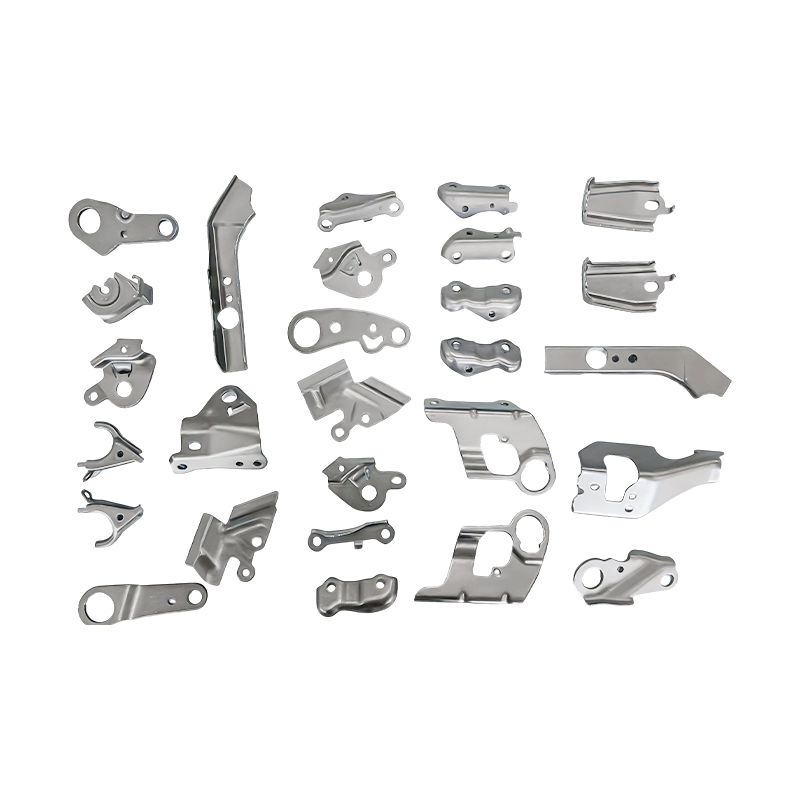
Piccole parti automobilistiche, parti per stampaggio a stampo progressivo
Le nostre piccole parti automobilistiche stampa...
-
Parti per stampaggio sbarre in rame per veicoli di nuova energia
Le parti stampate delle sbarre collettrici in r...
-

Parti stampate per alloggiamenti di motori automobilistici
Le parti stampate dell'alloggiamento dei m...
Novità del settore
Casa / Novità / Novità del settore / Confronto dei costi: parti stampate in metallo rispetto ai prodotti per parti trafilate in metallo nel 2026
Confronto dei costi: parti stampate in metallo rispetto ai prodotti per parti trafilate in metallo nel 2026
2026-02-25
Perché i confronti dei costi tra questi due processi sono spesso fuorvianti
Quando i produttori valutano le parti metalliche stampate rispetto ai prodotti con parti imbutite, la conversazione inizia quasi sempre con il prezzo unitario, ed è proprio qui che la maggior parte dei confronti dei costi fallisce. Il prezzo per pezzo visibile sul preventivo di un fornitore riflette solo uno strato di una struttura di costi a più livelli che include l'ammortamento degli utensili, l'utilizzo dei materiali, le operazioni secondarie, le ricadute sulla qualità e le implicazioni sui tempi di consegna. Una parte di metallo stampata che costa 0,45 dollari al pezzo può costare 85.000 dollari in stampi progressivi che richiedono 900.000 unità per essere ammortizzata, mentre una parte di metallo imbutita a 0,78 dollari al pezzo potrebbe non richiedere alcuna lavorazione secondaria e zero passaggi di assemblaggio perché la geometria disegnata integra caratteristiche che lo stampaggio non può produrre in un'unica operazione. Per valutare accuratamente questi due processi nel 2026 è necessario costruire un modello di costo totale di proprietà piuttosto che confrontare separatamente i prezzi unitari delle singole voci.
Questo confronto è diventato più complesso anche nel 2026 perché la volatilità dei prezzi dei materiali – in particolare dell’acciaio laminato a freddo, dell’acciaio inossidabile e dell’alluminio – ha spostato l’economia relativa dei due processi in modi che non erano presenti due o tre anni fa. L'imbutitura profonda è un processo ad alta intensità di materiale in cui la dimensione del pezzo grezzo è sostanzialmente maggiore dell'impronta del pezzo finito, il che significa che le fluttuazioni dei costi delle materie prime colpiscono più duramente le parti trafilate per pezzo rispetto ai pezzi grezzi piatti stampati. Comprendere la posizione di ciascun processo nell’attuale contesto di costo richiede l’esame di ciascun fattore di costo individualmente prima di sintetizzare un confronto complessivo.
Investimento in attrezzature: costo iniziale e tasso di ammortamento
Il costo degli utensili è la variabile singola più grande che separa l'economia di parti stampate in metallo da prodotti di parti trafilate in metallo a volumi di produzione medio-bassi. Uno stampo progressivo per una staffa o un terminale moderatamente complesso (ad esempio, da sei a otto stazioni con due operazioni di perforazione e una di formatura) richiede in genere un investimento compreso tra $ 40.000 e $ 120.000 a seconda delle dimensioni dello stampo, della selezione dell'acciaio e delle tolleranze richieste. Un set di matrici per imbutitura profonda per un componente di guscio di spessore di materiale comparabile comprende una matrice per imbutitura, un supporto per grezzi, una matrice per imbutitura se sono necessarie più passate di imbutitura, una matrice per rifilatura e spesso una matrice per flangiatura o stiratura: una famiglia di utensili completa che generalmente ammonta a $ 60.000 - $ 200.000 per parti di media complessità.
Il calcolo dell'ammortamento dipende interamente dal volume annuo. Considera il seguente confronto per una parte ipotetica in esecuzione su tre diversi livelli di volume:
| Volume annuale | Costo/unità degli utensili per stampaggio (durata 5 anni) | Costo/unità degli strumenti di disegno (vita di 5 anni) | Vantaggio in termini di costi degli utensili |
| 50.000 unità/anno | $ 0,32 | $ 0,52 | Timbratura di $ 0,20/pz |
| 250.000 unità/anno | $ 0,064 | $ 0,104 | Timbratura di $ 0,04/pz |
| 1.000.000 di unità/anno | $ 0,016 | $ 0,026 | Timbratura di $ 0,01/pz |
Il vantaggio in termini di costo degli utensili delle parti metalliche stampate rispetto ai prodotti con parti imbutite metalliche si riduce rapidamente all'aumentare del volume, poiché a volumi molto elevati il costo degli utensili per unità diventa trascurabile per entrambi i processi. La differenza assoluta in dollari conta di più a bassi volumi – che è proprio il momento in cui molti produttori prendono decisioni di investimento sugli utensili – il che significa che il confronto dei costi degli utensili ha il suo massimo significato pratico proprio quando viene esaminato con la massima attenzione.
Costo dei materiali ed efficienza di utilizzo
Il costo del materiale per parte finita è il caso in cui i prodotti con parti imbutite in metallo mostrano costantemente uno svantaggio rispetto alle parti in metallo stampate per componenti geometricamente equivalenti. L'imbutitura profonda richiede un diametro del pezzo grezzo significativamente più grande del diametro della parte finita: il rapporto di imbutitura (diametro del pezzo grezzo diviso per il diametro del punzone) varia generalmente da 1,8 a 2,2 per un'operazione di imbutitura singola, il che significa che dal 50% al 60% di metallo in più entra nel processo rispetto a quanto appare nella parte finita. Parte di quel materiale viene ridistribuito nello spessore della parete del guscio trafilato anziché diventare scarto, ma il margine di rifinitura rimosso dopo la trafilatura diventa scarto. Per un alloggiamento trafilato in acciaio inossidabile con un diametro di 100 mm e una profondità di 60 mm, il pezzo grezzo potrebbe misurare 230 mm di diametro, producendo un anello di scarto con un contenuto sostanziale di materiale che deve essere riaccreditato attraverso il recupero degli scarti con uno sconto significativo sul costo della materia prima.
Le parti stampate in metallo, al contrario, possono raggiungere tassi di utilizzo del layout delle strisce del 70–85% per le parti con geometrie favorevoli, il che significa che il 70–85% del peso della bobina in entrata finisce come parte finita. Il restante 15-30% diventa rottame, che viene riciclato a una tariffa per chilogrammo che in genere corrisponde al 15-25% del prezzo di acquisto della materia prima. Nel 2026, con prezzi dell’acciaio laminato a freddo compresi tra 700 e 850 dollari per tonnellata e dell’acciaio inossidabile tra 2.200 e 2.800 dollari per tonnellata, il divario nel recupero dei rottami tra layout di stampaggio ad alto utilizzo e grezzi da trafilatura meno efficienti può aggiungere da 0,05 a 0,25 dollari per pezzo al costo effettivo del materiale delle parti trafilate rispetto agli equivalenti stampati: una differenza significativa per volumi di produzione superiori 200.000 unità all'anno.
Manodopera, tempo di ciclo e costo di stampa per parte
Le parti stampate in metallo prodotte su stampi progressivi generalmente funzionano a 80-400 corse al minuto, ciascuna delle quali produce una parte finita. A 200 giri al minuto su una macchina da stampa da 80 tonnellate con un costo operativo di circa 60-90 dollari l’ora, il costo della macchina per pezzo è di 0,005-0,0075 dollari. I prodotti con parti di imbutitura di metallo richiedono più operazioni di pressatura (tranciatura, prima imbutitura, riimbutitura se necessario, rifilatura e spesso un'operazione di flangiatura o perforazione separata) ciascuna eseguita a 20-60 giri al minuto, date le velocità di formatura più lente necessarie per controllare il flusso del metallo nell'imbutitura profonda. Anche se ogni singola operazione viene eseguita a 40 SPM, una sequenza di imbutitura di quattro operazioni consuma quattro volte il tempo di stampa cumulativo per parte finita rispetto a una parte stampata a colpo singolo, producendo un costo di stampa per parte che è generalmente 4-8 volte superiore rispetto a un componente stampato equivalente per operazione e per pezzo.
Tuttavia, questo calcolo cambia sostanzialmente quando la parte trafilata elimina le operazioni secondarie richieste dall'equivalente stampato. Un alloggiamento imbutito che integra un fondo, quattro pareti e un bordo in un'unica famiglia di parti può sostituire un assieme stampato di tre o quattro componenti separati che devono essere saldati o fissati insieme. Quando la manodopera, il costo delle attrezzature e il rischio di qualità dell'operazione di assemblaggio sono inclusi nel modello di costo per le parti metalliche stampate, l'apparente vantaggio in termini di tempo ciclo dello stampaggio può essere parzialmente o completamente compensato dal costo a valle che evita nella trafilatura.
Costo della qualità, tasso di scarto e operazioni secondarie
I costi legati alla qualità incidono sui due processi in modo diverso e sono spesso omessi dai confronti iniziali dei costi. Le parti stampate in metallo realizzate con stampi progressivi ben mantenuti che utilizzano materiali stabili in genere raggiungono tassi di scarto inferiori allo 0,5% durante la produzione a regime stazionario. I prodotti con parti trafilate in metallo sono più sensibili alla variazione del materiale in entrata, in particolare alla variabilità del carico di snervamento all'interno di una bobina, perché il rapporto di stiro è impostato sulle proprietà nominali del materiale e un lotto di materiale all'estremità superiore dell'intervallo di carico di snervamento può causare increspature o fratture con lo stesso rapporto di stiro che produce parti buone con materiale con proprietà nominali. I processi di imbutitura in controllo in genere funzionano con uno scarto dell'1–3% a seconda della gravità dell'imbutitura e della consistenza del materiale, e le parti di scarto sono più grandi e più pesanti degli scarti di stampaggio, rendendo il costo del materiale della ricaduta di qualità proporzionalmente più alto per pezzo scartato.
Le operazioni secondarie aumentano in modo diverso il costo di ciascun tipo di prodotto. I costi secondari comuni di cui tenere conto quando si crea un confronto completo includono:
- Sbavatura: Le parti metalliche stampate con bordi tranciati richiedono spesso la sbavatura o la rullatura dei bordi prima dell'assemblaggio o dell'uso. Le parti trafilate hanno pareti lisce e ininterrotte senza bordi tranciati sulle pareti laterali, sebbene il bordo di rifinitura sul bordo richieda attenzione.
- Trattamento superficiale: Entrambi i tipi di parti possono richiedere placcatura, rivestimento o passivazione, ma le parti trafilate con geometria chiusa possono creare problemi di intrappolamento nei bagni di trattamento dei liquidi che le parti piatte stampate non creano, a volte richiedono fori di drenaggio o scaffalature specializzate che aumentano i costi del processo.
- Eliminazione dell'assieme: Come notato sopra, le parti trafilate spesso eliminano le fasi di saldatura, rivettatura o fissaggio richieste dagli assemblaggi stampati e, in un confronto completo, il costo di assemblaggio evitato dovrebbe essere accreditato al processo di trafilatura.
- Lavorazione: Le parti stampate in metallo possono raggiungere posizioni dei fori e tolleranze del profilo nell'intervallo ±0,05–0,10 mm senza lavorazione secondaria. I prodotti con parti imbutite in metallo possono richiedere filettature lavorate a macchina, dimensionamento preciso del foro o correzione della planarità sulla faccia della flangia che lo stampaggio può ottenere nello stampo, aggiungendo $ 0,10–$ 0,50 per pezzo in costi di lavorazione per componenti trafilati con tolleranze strette.
Quadro decisionale: quale processo consente di risparmiare più denaro nel 2026
Sulla base dei fattori di costo analizzati sopra, il seguente quadro fornisce una guida pratica per determinare quale processo offre il costo totale inferiore per una determinata applicazione nelle condizioni di mercato del 2026. Né i prodotti per stampaggio dei metalli né quelli per imbutitura sono categoricamente più economici: la risposta dipende dalla combinazione specifica dei fattori elencati di seguito.
| Fattore decisionale | Favorisce le parti stampate in metallo | Favorisce i prodotti di parti trafilate in metallo |
| Geometria della parte | Profilo piatto o poco profondo, caratteristiche 2D | Guscio 3D, forma chiusa, pareti profonde |
| Volume annuale | Qualsiasi volume con geometria semplice | Da medio ad alto (compensa il costo degli utensili) |
| Sensibilità al costo dei materiali | Elevato costo del materiale: migliore utilizzo | Abbassare quando si disegna elimina il montaggio |
| Assemblaggio a valle | La parte è un componente di un assieme più grande | La parte disegnata sostituisce l'assemblaggio multipezzo |
| Requisiti di tolleranza | Tolleranze nel piano strette, posizioni dei fori | Uniformità dello spessore della parete, recinzione senza soluzione di continuità |
L'approccio più affidabile nel 2026 è quello di richiedere preventivi simultanei per entrambi i processi laddove la geometria della parte lo consente, specificando che il confronto dei costi totali deve includere l'ammortamento degli utensili, le operazioni secondarie e le ipotesi sul tasso di scarto piuttosto che il solo prezzo unitario. I fornitori con una vera esperienza sia nel settore dello stampaggio dei metalli che dei prodotti per la trafilatura dei metalli saranno in grado di identificare dove si trova il punto di crossover dei costi per una specifica combinazione di parti e volumi e tale analisi, eseguita rigorosamente, vale più di qualsiasi regola pratica generica sui costi.

Articolo precedente
Perché le matrici per stampaggio elettronico richiedono tolleranze più strette rispetto alle matrici per stampaggio di elettrodomestici?
Articolo successivo
Qual è la differenza tra stampi per stampaggio metalli progressivi e transfer?
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
