-

Parti stampate per alloggiamenti di motori automobilistici
Le parti stampate dell'alloggiamento dei m...
-
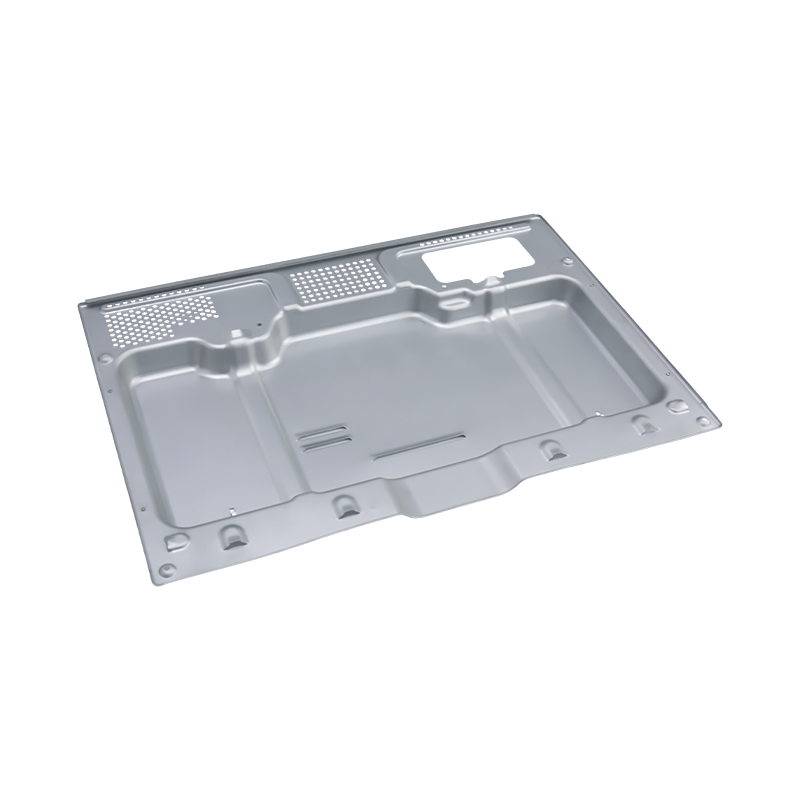
Parti per stampaggio di forni di fascia alta
I nostri componenti stampati per forni di fasci...
-
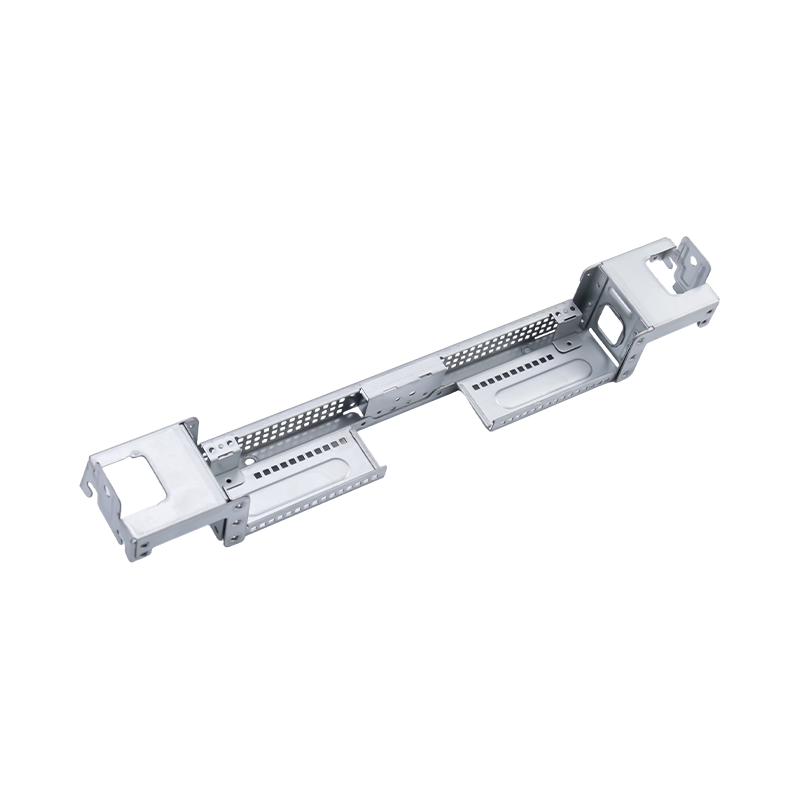
Parti per stampaggio di computer di grandi dimensioni di fascia alta
Le nostre parti stampate per computer di grandi...
-
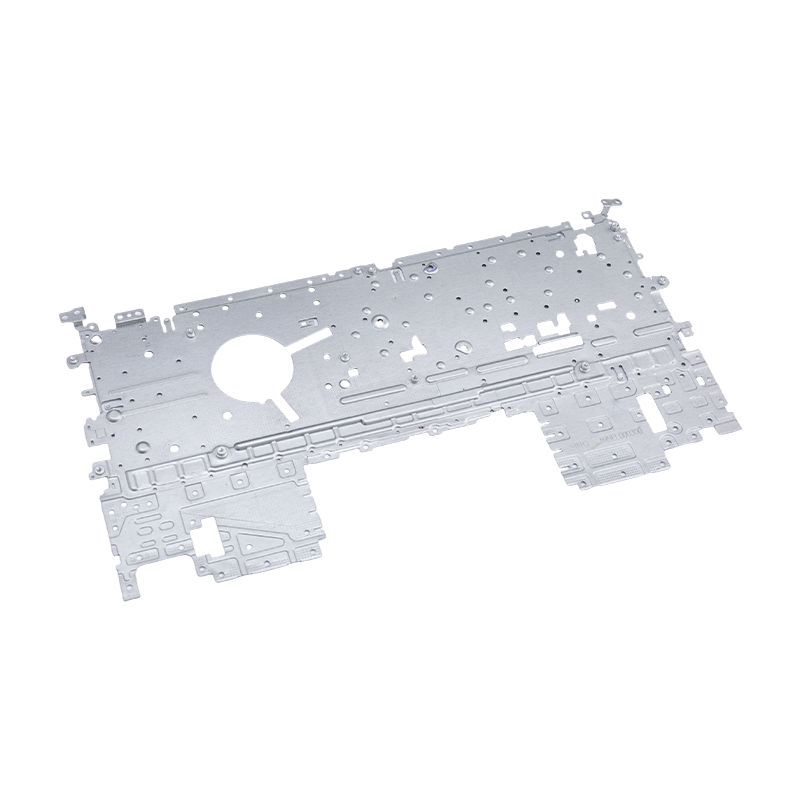
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
-
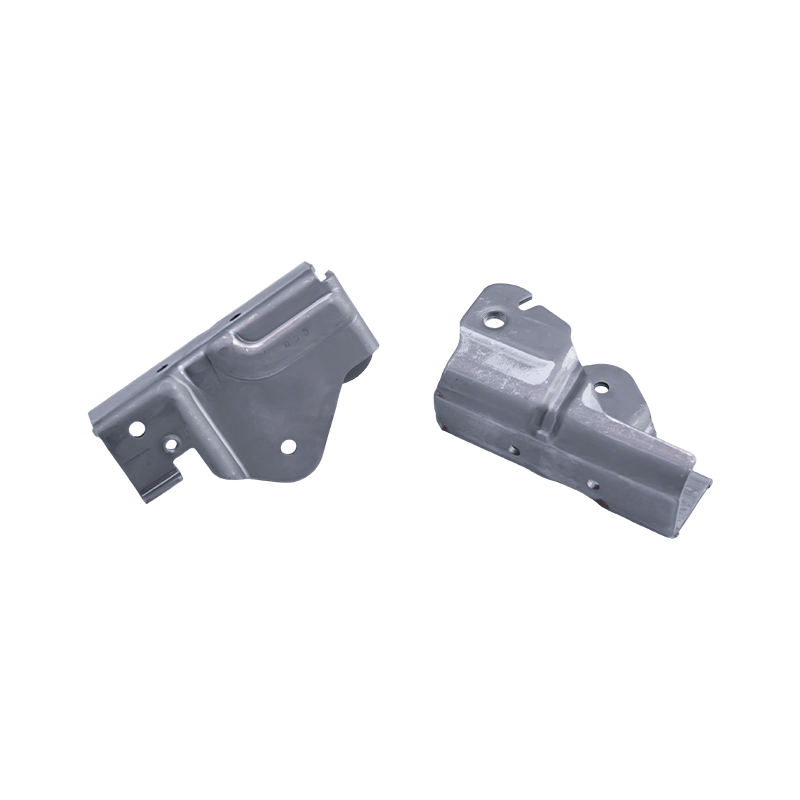
Parti stampate per seggiolini auto
Le parti stampate dei sedili per auto sono comp...
-
Parti stampate per l'estremità del serbatoio del gas
Le parti stampate delle estremità dei serbatoi ...
Novità del settore
Casa / Novità / Novità del settore / Parti stampate per sedili automobilistici: produzione di alta precisione, carico e selezione dei materiali
Parti stampate per sedili automobilistici: produzione di alta precisione, carico e selezione dei materiali
2026-06-04
Il pannello della portiera di un'auto deve essere a filo e avere un bell'aspetto. Il telaio stampato di un sedile deve fare molto di più: deve sopportare il peso statico di un occupante per centinaia di migliaia di cicli, assorbire le forze dinamiche di frenate brusche e strade sconnesse e mantenere la sua geometria con sufficiente precisione affinché l'ancoraggio della cintura di sicurezza, il meccanismo della poltrona reclinabile e la guida di scorrimento siano tutti montati e funzionino correttamente. Questa combinazione di requisiti strutturali, di fatica e dimensionali rende parti per stampaggio di sedili automobilistici uno dei componenti più impegnativi che uno stampatore di precisione in metallo produrrà e un chiaro indicatore della profondità ingegneristica di un produttore.
Questo articolo esamina le cinque dimensioni ingegneristiche che determinano se lo stampaggio del telaio del sedile funziona in modo affidabile per tutta la vita utile del veicolo: requisiti di tolleranza, selezione dei materiali, precisione dello stampo, prestazioni di carico e compatibilità con più veicoli.

Perché le parti stampate dei sedili automobilistici sono soggette a tolleranze più severe rispetto alla maggior parte dei componenti della carrozzeria
Gli stampaggi dei pannelli della carrozzeria vengono valutati principalmente in base all'aspetto e alla vestibilità della superficie. È visibile uno spazio troppo ampio di 0,5 mm; uno spazio troppo stretto di 0,3 mm crea un'interferenza di montaggio. Entrambi sono inaccettabili, ma nessuno dei due costituisce un problema di sicurezza. I pezzi stampati del telaio del sedile operano in una modalità di guasto fondamentalmente diversa: l'errore dimensionale in un componente strutturale si propaga in una capacità di carico ridotta, interfacce critiche per la sicurezza disallineate e fessurazioni premature per fatica.
Considera la staffa di montaggio del meccanismo della poltrona reclinabile. I fori dei bulloni devono essere posizionati entro frazioni di millimetro per garantire che la poltrona reclinabile innesti i denti di bloccaggio in modo uniforme lungo l'intero arco di regolazione. Una disposizione dei fori spostata crea un carico eccentrico sul meccanismo di bloccaggio, non immediatamente evidente, ma progressivamente degradante nel corso della vita del sedile. La stessa logica si applica ai punti di attacco delle guide di scorrimento, che devono distribuire il carico degli occupanti simmetricamente su entrambe le guide; qualsiasi asimmetria concentra lo stress su un attacco e accelera l'usura o il cedimento per fatica.
Lo standard di tolleranza per parti per stampaggio di sedili automobilistici prodotte secondo gli standard di sicurezza automobilistica è quindi più rigoroso rispetto allo stampaggio generale della carrozzeria e viene applicato non solo all'ispezione del primo articolo ma a tutti i cicli di produzione, poiché la variazione tra le parti di produzione iniziale e finale influisce sulla produttività della catena di montaggio e sui tempi di aggiustamento di fine linea.
Acciaio ad alta resistenza contro lega di alluminio: scegliere il materiale giusto per gli stampaggi del telaio del sedile
La decisione sul materiale per gli stampaggi del telaio del sedile non è un'unica scelta applicata all'intero sedile: è un'ottimizzazione componente per componente che bilancia i requisiti di resistenza, la complessità della formatura, gli obiettivi di peso e i costi.
Acciaio ad alta resistenza rimane il materiale dominante per i componenti strutturali del telaio del sedile. Gli acciai avanzati ad alta resistenza (AHSS) con carichi di rottura di 600–1.500 MPa forniscono la resistenza allo snervamento necessaria per le staffe delle poltrone reclinabili, i rinforzi dei pannelli dei sedili e i telai degli schienali per resistere al carico di coppia all'indietro di 530 Nm specificato negli standard di sicurezza dei sedili automobilistici senza deformazione permanente. L'elevata rigidità del materiale resiste anche ai momenti flettenti generati quando i carichi delle cinture di sicurezza vengono trasmessi attraverso il telaio del sedile durante una collisione frontale. Il compromesso è che gli acciai ad alta resistenza richiedono attrezzature più capaci – tonnellaggio più elevato della pressa, materiali per stampi di precisione e un’attenta gestione della forza del premilamiera – perché la loro duttilità ridotta rispetto all’acciaio dolce lascia meno margine per errori di formatura prima che si verifichi la fessurazione.
Lega di alluminio è sempre più specifico per i componenti dei sedili dove la riduzione del peso è la priorità, in particolare nei veicoli elettrici dove l'efficienza dell'autonomia giustifica il costo più elevato di materiali e attrezzature. Gli stampaggi del telaio del sedile in alluminio possono ridurre il peso dei componenti del 30–40% rispetto agli equivalenti in acciaio. La sfida è che il minore carico di snervamento dell'alluminio richiede in genere sezioni più spesse o rinforzi di progettazione per ottenere prestazioni strutturali equivalenti, compensando parzialmente il vantaggio in termini di peso. Il suo maggiore ritorno elastico durante la formatura richiede anche una compensazione più precisa dello stampo e un controllo del processo più attento per mantenere la precisione dimensionale.
In pratica, i gruppi di sedili spesso combinano entrambi: acciaio ad alta resistenza per i percorsi di carico primari (telaio dello schienale, staffa della poltrona reclinabile, rinforzo dell'ancoraggio delle cinture di sicurezza) e lega di alluminio per le strutture secondarie dove la riduzione del peso ha un chiaro vantaggio e i carichi di punta sono inferiori (longheroni laterali del cuscino, staffe di guida del poggiatesta).
Come gli stampi per stampaggio ad alta precisione determinano la capacità di carico
Le proprietà meccaniche di una parte stampata del telaio del sedile sono determinate in parte dalla materia prima e in parte dal processo di stampaggio stesso. Una matrice che produce uno spessore di parete incoerente, a causa di una forza irregolare del premilamiera, di raggi del punzone usurati o di una distanza imprecisa tra punzone e matrice, crea un assottigliamento locale nella parte stampata. Quelle zone sottili diventano concentrazioni di stress: le prime posizioni a cedere sotto sovraccarico statico e i siti di inizio delle cricche da fatica sotto carico ciclico.
Questo è il collegamento meccanico diretto tra precisione dello stampo e capacità di carico dello stampaggio della sede . Uno stampo lavorato con una precisione di 0,002 mm sulle superfici critiche di formatura produce parti con spessore di parete costante per tutta la profondità di imbutitura. Il carico dell'occupante è distribuito uniformemente su tutta la sezione, le sollecitazioni di lavoro rimangono ben al di sotto del limite di fatica del materiale e la parte soddisfa il suo obiettivo di durata prevista. Uno stampo con raggi usurati o lavorati in modo impreciso produce parti in cui l'assottigliamento è concentrato, le sollecitazioni locali sono elevate e la durata a fatica è ridotta, spesso senza alcuna non conformità dimensionale rilevabile mediante ispezione di routine.
La qualità dei bordi ha lo stesso significato. Bave e micro-fessure sui bordi punzonati derivanti da utensili smussati o mal montati fungono da siti di innesco delle cricche. Sotto il carico ciclico della guida normale – vibrazioni della strada, cicli di regolazione del sedile, ingresso e uscita dei passeggeri – questi difetti dei bordi si propagano in crepe da fatica nel materiale di base. I bordi di taglio lisci e ben supportati prodotti da utensili di precisione eliminano questa modalità di guasto.
Per stampi per imbutitura profonda di automobili e veicoli elettrici per componenti del telaio dei sedili , la qualità progettuale e produttiva dell'attrezzatura non è quindi separabile dalle prestazioni strutturali delle parti da essa prodotte.
Prestazioni di carico statico e dinamico: cosa devono sopportare le parti stampate del sedile
Gli stampaggi del telaio del sedile comportano tre distinte categorie di carico, ciascuna con implicazioni diverse per la progettazione e le specifiche dei materiali.
Carichi statici rappresentano il peso sostenuto dell'occupante, tipicamente 75-100 kg per un singolo occupante, che agisce in modo continuo attraverso il cuscino del sedile e lo schienale. Questi carichi determinano l'area minima della sezione trasversale e il carico di snervamento del materiale necessari per prevenire la deformazione permanente durante il normale utilizzo. Le prestazioni di carico statico sono semplici da testare e verificare e la maggior parte dei guasti di stampaggio della sede attribuiti al "sovraccarico statico" sono in realtà guasti per fatica che hanno subito un'accelerazione per un certo tempo prima che appaia una deformazione visibile.
Carichi dinamici derivano dall'accelerazione del veicolo, dalla frenata, dalle curve e dalle irregolarità del fondo stradale. Durante una frenata brusca con una decelerazione di 1 g, l'inerzia in avanti di un occupante di 75 kg genera circa 750 N di carico attraverso lo schienale e nel meccanismo della poltrona reclinabile e nelle parti sagomate del telaio dello schienale. Su superfici stradali accidentate sono possibili accelerazioni verticali di 2–3 g, facendo girare il telaio del sedile a frequenze di 1–20 Hz per migliaia di ore durante la vita del veicolo. La resistenza alle vibrazioni (la capacità della struttura stampata di mantenere la sua geometria e le proprietà meccaniche sotto questo carico ciclico) è una dimensione prestazionale che viene spesso sottovalutata nelle revisioni iniziali della progettazione ma diventa visibile nei test di durabilità a lungo termine.
Carichi d'urto rappresentano la condizione peggiore. In una collisione frontale a 50 km/h con la cintura di sicurezza carica, il telaio del sedile deve trasmettere l'energia cinetica dell'occupante alla struttura del veicolo senza rompersi o consentire spostamenti del sedile che potrebbero ferire l'occupante. Questi carichi sono di un ordine di grandezza superiori rispetto ai carichi di guida dinamici e le parti stampate nell'ancoraggio della cintura di sicurezza, nel telaio dello schienale e nel meccanismo di bloccaggio delle guide di scorrimento si trovano tutte nel percorso di carico primario.
Per soddisfare tutte e tre le categorie di carico contemporaneamente è necessario che il processo di stampaggio offra precisione dimensionale e proprietà meccaniche costanti: ecco perché la tracciabilità dei materiali e il monitoraggio dello spessore durante il processo sono requisiti standard nelle catene di fornitura dei componenti dei sedili automobilistici.
Compatibilità multi-veicolo e requisiti di precisione dimensionale OEM
Un fornitore di stampaggio per sedili singoli raramente serve un'unica piattaforma per veicoli. I clienti OEM e i produttori di sedili Tier 1 acquistano componenti stampati che devono adattarsi a più linee di veicoli, spesso con ingombri dimensionali, configurazioni di montaggio e requisiti di carico di sicurezza diversi. Gestire questa complessità multipiattaforma senza aumentare i costi degli utensili è una delle competenze principali che separa i fornitori di stampaggio capaci dai trasformatori di materie prime.
Il fondamento della compatibilità multi-veicolo è l’accuratezza dimensionale a livello di singola caratteristica, non solo la geometria complessiva della parte. Tolleranze di posizione dei fori di ±0,15 mm o più strette sulle caratteristiche di montaggio e posizionamento garantiscono che la stessa parte stampata si assembla correttamente in diverse architetture del telaio del sedile senza richiedere regolazioni o rilavorazioni manuali. Questo livello di precisione è ottenibile solo quando lo stampo è progettato con riferimenti di riferimento appropriati, lavorato con tolleranze strette delle caratteristiche e convalidato con un'ispezione completa del primo articolo rispetto al modello CAD del cliente prima del lancio della produzione.
La progettazione di stampi personalizzati non è un costo generale in questo contesto: è il meccanismo attraverso il quale si ottengono la precisione dimensionale e la compatibilità multi-veicolo. Uno stampo progettato specificamente per la geometria di una parte, con posizioni delle caratteristiche e giochi abbinati ai requisiti di formatura della parte, produrrà costantemente parti che si assemblano correttamente. Una fustella generica o modificata richiederà un continuo smistamento, spessoramento o aggiustamento per mantenere un risultato dimensionale accettabile.
Il gamma completa di parti per stampaggio automobilistico presso SQS è prodotto da stampi progettati e realizzati internamente, garantendo che i requisiti dimensionali della piattaforma del veicolo di ciascun cliente siano integrati nell'attrezzatura fin dall'inizio anziché compensati in produzione.
Il vantaggio di SQS nella produzione integrata di stampi e pezzi per lo stampaggio di sedi
Il conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mold Equipment Co., Ltd. gestisce entrambe le funzioni sotto lo stesso tetto. Lo stesso team di ingegneri che progetta lo stampo per un componente del telaio del sedile gestisce anche la pressa che produce le parti. Quando si verifica uno spostamento dimensionale nella produzione, come accadrà nel corso della vita utile di uno stampo a causa dell'usura graduale, la risposta è una correzione informata dello stampo piuttosto che una soluzione alternativa al processo. Il risultato è una qualità delle parti più uniforme durante tutto il ciclo di produzione e un percorso più rapido per individuare la causa principale quando si verificano non conformità.
L'infrastruttura di produzione di SQS supporta questa integrazione al livello di precisione richiesto dallo stampaggio dei sedili automobilistici. Le macchine per elettroerosione a filo provenienti dal Giappone raggiungono una precisione di lavorazione entro 0,002 mm sulle caratteristiche dello stampo, garantendo che le superfici di formatura che determinano lo spessore della parete, la qualità del bordo e la posizione del foro rispettino le tolleranze richieste dalla progettazione della parte. Un parco macchine da 80T a 400T copre l'intera gamma di geometrie di stampaggio del telaio del sedile, dai piccoli componenti delle staffe alle strutture del telaio dello schienale completo. Con oltre 15 anni di esperienza al servizio di clienti OEM e fornitori automobilistici di primo livello e un team di 60 tecnici dedicati alla progettazione degli stampi, alla produzione e al controllo della qualità, SQS offre la profondità ingegneristica richiesta dai programmi di stampaggio dei telai dei sedili.
Per OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Articolo precedente
Parti metalliche stampate per elettrodomestici: materiali, precisione e soluzioni personalizzate
Articolo successivo
Progettazione di matrici per imbutitura profonda: guida al punzone, alla matrice, al gioco e alla riduzione multifase
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
