-
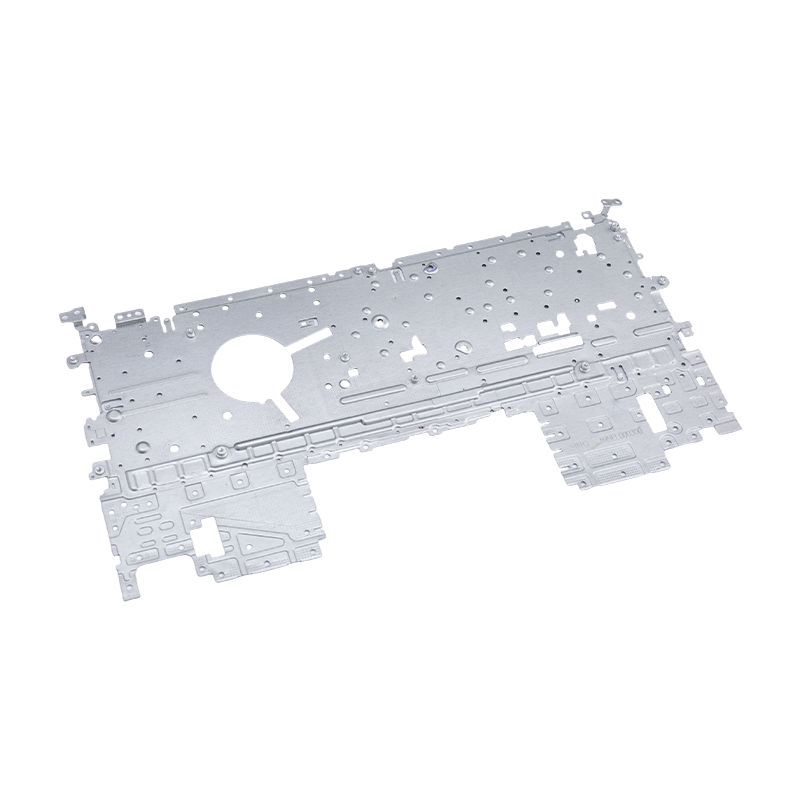
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
-
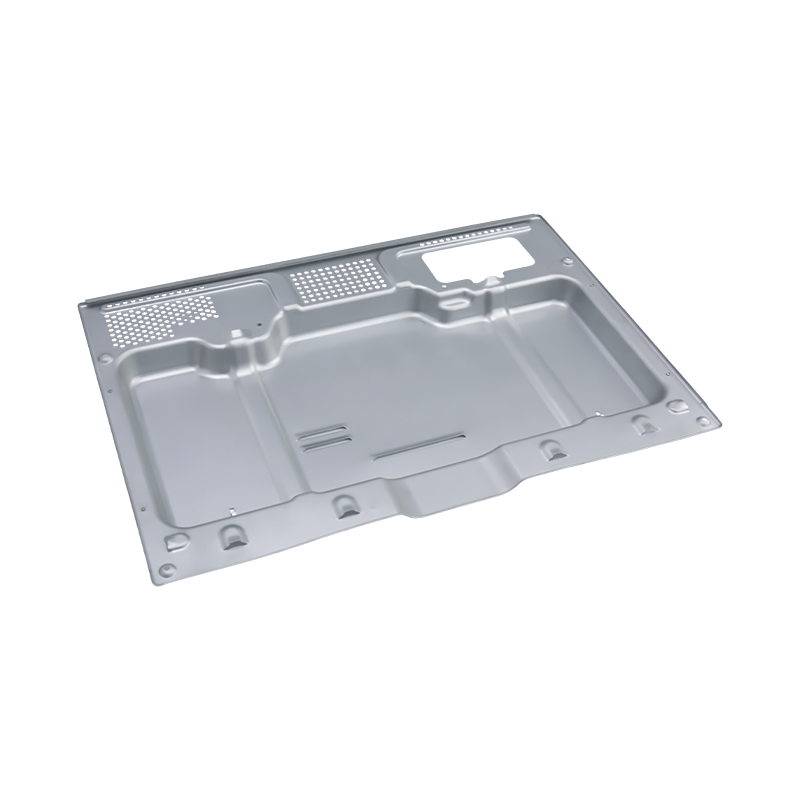
Parti per stampaggio di forni di fascia alta
I nostri componenti stampati per forni di fasci...
-
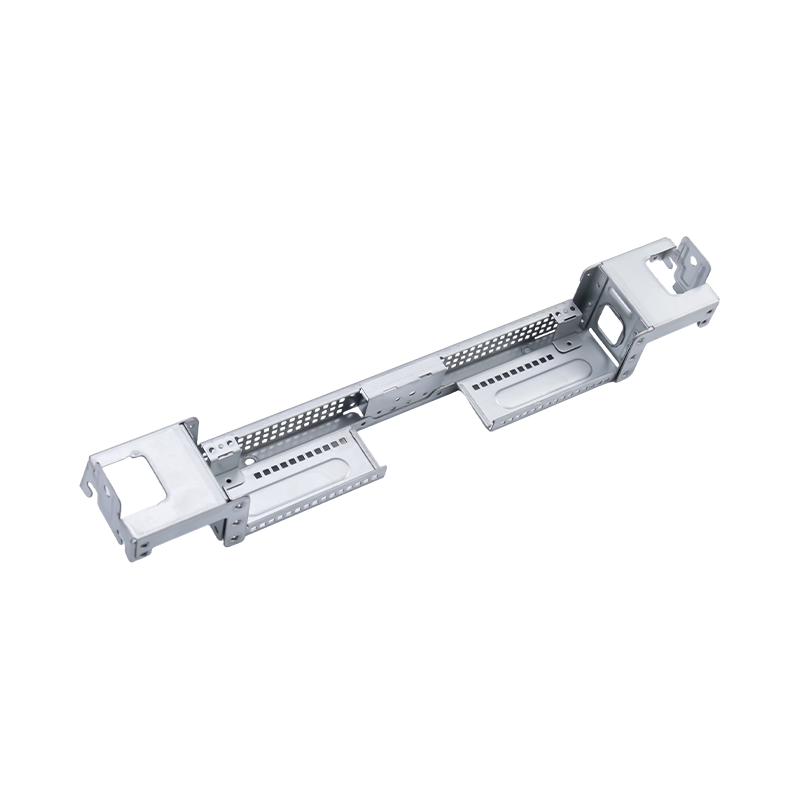
Parti per stampaggio di computer di grandi dimensioni di fascia alta
Le nostre parti stampate per computer di grandi...
-

Parti per stampaggio di autocarri pesanti
Le nostre parti stampate per autocarri pesanti ...
-
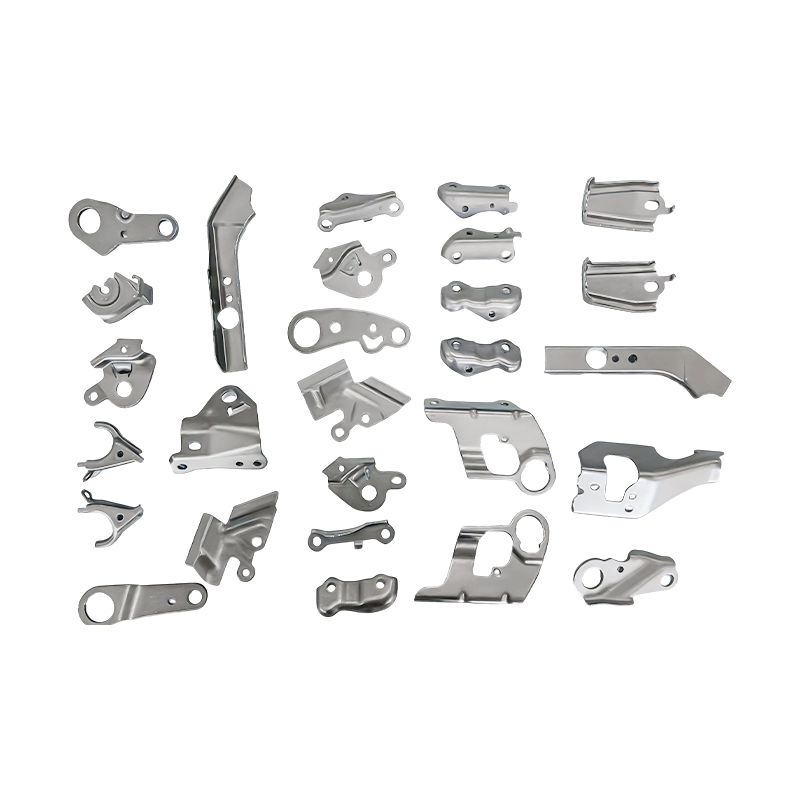
Piccole parti automobilistiche, parti per stampaggio a stampo progressivo
Le nostre piccole parti automobilistiche stampa...
-
Parti per stampaggio sbarre in rame per veicoli di nuova energia
Le parti stampate delle sbarre collettrici in r...
Novità del settore
Casa / Novità / Novità del settore / Perché le matrici per stampaggio elettronico richiedono tolleranze più strette rispetto alle matrici per stampaggio di elettrodomestici?
Perché le matrici per stampaggio elettronico richiedono tolleranze più strette rispetto alle matrici per stampaggio di elettrodomestici?
2026-02-25
Il divario funzionale che determina le differenze di tolleranza
I requisiti di tolleranza di qualsiasi stampo per stampaggio derivano in definitiva da ciò che il pezzo finito deve fare in servizio. Stampi per stampaggio elettrodomestici produrre componenti (pannelli dei cestelli delle lavatrici, rivestimenti delle porte dei frigoriferi, staffe dei telai dei condizionatori d'aria e alloggiamenti dei forni a microonde) dove i criteri prestazionali primari sono la rigidità strutturale, la resistenza alla corrosione, l'aspetto superficiale e l'inserimento in un assieme assemblato da mani umane con dispositivi di fissaggio meccanici. Le tolleranze dimensionali che regolano queste parti rientrano generalmente nell'intervallo da ±0,1 mm a ±0,3 mm per le dimensioni generali del profilo e ±0,05 mm per le posizioni critiche dei fori e le interfacce delle flange. Si tratta di requisiti di precisione significativi, ma riflettono la realtà dell'assemblaggio di involucri in lamiera di grandi dimensioni, dove pochi decimi di millimetro di variazione di posizione possono essere assorbiti dai fori di fissaggio, dai cordoni di sigillante o dalla conformità intrinseca dei pannelli in lamiera sottile.
Stampi per stampaggio elettronico , al contrario, producono parti la cui precisione dimensionale è direttamente accoppiata alle prestazioni elettriche, meccaniche o elettromagnetiche. Un terminale di connettore stampato per trasportare 5 A di corrente attraverso una striscia di bronzo fosforoso di 0,3 mm di spessore deve mantenere una forza di contatto entro un intervallo precisamente definito: troppo poca forza e la connessione diventa resistiva o intermittente, troppa e il connettore di accoppiamento non può essere inserito o il terminale si affatica prematuramente. Tale forza di contatto è determinata dalla geometria della molla del terminale, che è determinata dal raggio di curvatura, dall'angolo e dalla lunghezza sviluppata della striscia, tutti controllati con tolleranze comprese tra ±0,01 mm e ±0,02 mm in una matrice di stampaggio elettronica ben progettata. La laminazione del motore stampata in acciaio al silicio deve mantenere una tolleranza sulla larghezza della fessura di ±0,015 mm per garantire che il traferro tra rotore e statore sia uniforme attorno alla circonferenza, poiché i traferri non uniformi creano un'attrazione magnetica sbilanciata che riduce l'efficienza e genera vibrazioni. Questi non sono margini tecnici conservativi: sono i livelli minimi di precisione ai quali il dispositivo elettronico funziona entro le sue specifiche.
Come la scala delle parti amplifica la richiesta di precisione negli stampi per stampaggio elettronico
La scala è uno dei motivi più importanti – e più sottovalutati – per cui le matrici per stampaggio elettronico richiedono tolleranze assolute più strette rispetto alle matrici per stampaggio di elettrodomestici. Il pannello del cestello di una lavatrice potrebbe misurare 600 mm × 500 mm e una tolleranza di posizione di ±0,2 mm su un foro di montaggio rappresenta una precisione relativa di 1 parte su 3.000 rispetto alla dimensione più grande della parte. Un terminale del connettore USB-C potrebbe misurare complessivamente 8 mm × 2 mm e una tolleranza di posizione di ± 0,02 mm su un raggio di contatto rappresenta una precisione relativa di 1 parte su 400 rispetto alla dimensione più grande della parte: quasi otto volte più stretta in termini relativi e ottenuta su una parte che ha un'area 75 volte più piccola. Per mantenere questo livello di precisione è necessario che ogni elemento del sistema di stampi elettronici (l'acciaio della matrice, i montanti di guida, il supporto del punzone, la piastra di estrazione e la pressa stessa) funzioni a un livello che sarebbe inutile e antieconomico per le matrici di stampaggio degli elettrodomestici.
La tendenza alla miniaturizzazione dell’elettronica di consumo ha intensificato costantemente questa sfida negli ultimi dieci anni. I passi dei terminali che vent'anni fa erano 2,54 mm (0,1 pollici) sono ora comunemente 0,5 mm o 0,4 mm nei connettori a passo fine e le caratteristiche stampate che creano la geometria del contatto a quei passi (larghezza della trave, larghezza della fessura, altezza dello sbalzo) devono essere controllate secondo tolleranze che rappresentano una frazione fissa della dimensione della caratteristica. Man mano che le dimensioni delle caratteristiche si riducono, la tolleranza assoluta si riduce proporzionalmente, anche se il requisito di precisione relativa rimane costante. Questo è il motivo per cui l’investimento in matrici per stampaggio elettroniche ha costantemente richiesto costi di attrezzatura più elevati, acciai per stampi più fini e una metrologia più rigorosa rispetto alle matrici per stampaggio di elettrodomestici della stessa epoca.
Differenze nella costruzione dello stampo che riflettono i requisiti di tolleranza
La costruzione fisica degli stampi per stampaggio elettronico riflette i loro requisiti di tolleranza più ristretti in diversi modi specifici e misurabili. La tabella seguente mette a confronto i parametri costruttivi chiave tra le matrici per stampaggio tipiche degli elettrodomestici e le matrici per stampaggio elettronico attraverso gli elementi di progettazione più sensibili alla tolleranza.
| Elemento di design | Stampi per elettrodomestici | Stampi per stampaggio elettronico |
| Gioco punzone-matrice (per lato) | 8–12% dello spessore del materiale | 3–6% dello spessore del materiale |
| Tolleranza post-adattamento della guida | H6/h5 (±0,008 mm) | H5/h4 (±0,003 mm) |
| Durezza dell'acciaio per stampi (sezioni di taglio) | 58–60 HRC (tipico SKD11) | 62–64 HRC (DC53, SKH51 tipico) |
| Tolleranza sulla posizione del punzone | ±0,02 mm | ±0,005 mm |
| Finitura superficiale sui taglienti | Ra 0,4–0,8 µm | Ra 0,1–0,2 μm |
| Processo di lavorazione primaria per inserti | Rettifica fresatura CNC | Rettifica delle coordinate per elettroerosione a filo |
| Intervallo di riaffilatura (tipico) | 300.000–500.000 colpi | 500.000–1.000.000 di colpi (acciaio più duro) |
Il perno di guida più stretto inserito negli stampi per stampaggio elettronico non è semplicemente una scelta ingegneristica conservativa: controlla direttamente la posizione laterale del punzone rispetto all'apertura dello stampo al momento del contatto con il materiale. Con un diametro del punzone di 0,4 mm che chiude un foro in una striscia di lega di rame spessa 0,15 mm, uno spostamento laterale di 0,003 mm sulla punta del punzone rappresenta il 2% del diametro del punzone e il 4% dello spessore del materiale. A queste scale, l'inclinazione del montante guida, che sarebbe del tutto irrilevante in una matrice di stampaggio di un elettrodomestico, diventa la fonte principale di variazione dell'altezza della bava e di rischio di rottura del punzone.
Considerazioni materiali che rafforzano la catena di tolleranza
Gli stampi per elettrodomestici lavorano più comunemente acciaio laminato a freddo, acciaio zincato e occasionalmente leghe di alluminio con spessori compresi tra 0,5 mm e 2,0 mm. Questi materiali hanno proprietà meccaniche ben caratterizzate e relativamente costanti all'interno di un lotto di calore e il loro comportamento di ritorno elastico, sebbene reale, è sufficientemente prevedibile da poter essere compensato nella progettazione dello stampo utilizzando tecniche standard di piegatura eccessiva o di riattacco. La tolleranza sullo spessore del materiale in entrata per l'acciaio commerciale laminato a freddo è tipicamente ±5% del valore nominale e poiché le caratteristiche formate nelle parti degli elettrodomestici sono grandi rispetto alla variazione di spessore, questa variabilità raramente si propaga in un problema dimensionale significativo nella parte finita.
Le matrici per stampaggio elettronico lavorano più comunemente leghe di rame, bronzo fosforoso, rame berillio e acciaio laminato a freddo di precisione o acciaio al silicio in spessori da 0,05 mm a 0,5 mm. Le leghe di rame utilizzate per i terminali elettronici sono generalmente specificate con tolleranze di spessore di precisione pari a ±1–2% anziché allo standard ±5% per l'acciaio strutturale, poiché la geometria della molla di un terminale di contatto è così sensibile allo spessore che una variazione di spessore del 5% produrrebbe una dispersione inaccettabile della forza di contatto. Anche all'interno di questa tolleranza più stretta, lo stampo deve essere progettato per adattarsi all'intera gamma, il che significa che i raggi del punzone di formatura, la profondità della cavità e le tolleranze di piegatura devono essere calcolati e verificati con i dati sulle proprietà del materiale specifici della lega e dello stato di lavorazione effettivi, non con le ipotesi generiche di un manuale dei materiali.
Requisiti della pressa e controlli ambientali per stampi per stampaggio elettronico
La precisione degli stampi elettronici è tanto buona quanto lo è quella della pressa e dell'ambiente in cui operano. Le presse di precisione ad alta velocità utilizzate per lo stampaggio di connettori elettronici e terminali incorporano diverse funzionalità che non sono necessarie per gli stampi di stampaggio di elettrodomestici che funzionano a velocità inferiori e tolleranze più grossolane. Questi includono la protezione idraulica dal sovraccarico che arresta la macchina da stampa entro una frazione di corsa se viene rilevato un carico anomalo, proteggendo gli stampi con punzoni di diametro fino a 0,3 mm che si frantumerebbero sotto un carico di alimentazione errata, nonché sistemi di compensazione termica che regolano l'altezza di chiusura della macchina per tenere conto dell'espansione termica del telaio della macchina da stampa durante un ciclo di produzione. Il telaio di una pressa in acciaio si espanderà di circa 0,01–0,02 mm per ogni grado Celsius di aumento della temperatura; per una matrice di stampaggio di un elettrodomestico che funziona con una tolleranza di ±0,1 mm questo è insignificante, ma per una matrice di stampaggio elettronica che funziona con una tolleranza di ±0,01 mm un aumento della temperatura del telaio di 10°C introduce un errore di altezza chiusa di 0,10–0,20 mm che sposterà la profondità di penetrazione del punzone e altererà in modo misurabile la geometria dell'elemento formato.
Per questo motivo i produttori di stampi elettronici di precisione utilizzano sale portastampi a temperatura controllata, non come un lusso ma come una necessità pratica per mantenere la stabilità dimensionale sia durante la produzione che durante la fabbricazione degli stampi. Anche le apparecchiature metrologiche utilizzate per verificare i componenti elettronici degli stampi per stampaggio - misuratori d'aria, sistemi di scansione laser e macchine di misura a coordinate - devono essere utilizzate in ambienti a temperatura controllata perché la loro stessa calibrazione è sensibile agli stessi effetti termici che destabilizzano le dimensioni dello stampo.
Verifica e garanzia di qualità: un livello più elevato per gli stampi per stampaggio elettronico
I requisiti di ispezione e verifica per gli stampi elettronici e le loro parti in uscita riflettono il regime di tolleranza più stretto in ogni aspetto del processo di qualità. Per le matrici per stampaggio di elettrodomestici, l'ispezione del primo articolo comporta in genere la misurazione manuale delle posizioni critiche dei fori, delle altezze delle flange e delle dimensioni del profilo utilizzando calibri, misuratori di altezza e calibri a tampone passa/non passa: un approccio pratico ed economico per le parti in cui il numero di dimensioni critiche nell'ordine delle decine e le tolleranze sono nell'intervallo di ±0,1 mm. Per le matrici per stampaggio elettroniche, l'ispezione del primo articolo richiede regolarmente la misurazione CMM completa di ogni caratteristica della geometria del contatto, la verifica con comparatore ottico dei contorni del punzone e della matrice e test funzionali delle parti campione, come la misurazione della forza di contatto per i terminali o la misurazione del flusso magnetico per le laminazioni, che confermano che la geometria stampata sta producendo le prestazioni funzionali richieste, non solo soddisfacendo il disegno dimensionale.
- L'altezza della bava sui bordi oscurati dei terminali elettronici viene misurata con un microscopio ottico calibrato, verificando in genere che l'altezza massima della bava non superi il 10% dello spessore del materiale: una specifica che richiede una risoluzione di misurazione di 0,003–0,010 mm, ben oltre la capacità degli strumenti di misurazione manuale utilizzati per le parti di elettrodomestici.
- La complanarità delle superfici di contatto su una morsettiera di un connettore multipin viene verificata utilizzando la profilometria laser o la mappatura dell'altezza basata sulla visione anziché il confronto manuale del misuratore di altezza, poiché la tolleranza è in genere ± 0,015 mm su un intervallo di 10–20 mm e l'incertezza di misurazione richiesta deve essere inferiore al 30% della tolleranza, richiedendo capacità di misurazione sub-micron.
- Le carte di controllo statistico del processo per la produzione di stampaggio elettronico sono configurate con limiti di controllo fissati a ±2σ del processo anziché ai più comuni ±3σ, poiché il rapporto tra capacità del processo e tolleranza è intenzionalmente mantenuto stretto per fornire un avviso tempestivo di usura dello stampo prima che vengano prodotte parti fuori tolleranza.
L’investimento richiesto per progettare, costruire, verificare e mantenere le matrici per stampaggio elettroniche a questo livello di precisione è sostanzialmente più elevato rispetto a quello necessario per le matrici per stampaggio di elettrodomestici: in termini di costi degli utensili, investimenti in attrezzature e manodopera qualificata. Tale investimento è giustificato dalle conseguenze funzionali della non conformità dimensionale: una parte di un elettrodomestico che è fuori posizione di 0,1 mm può richiedere un foro leggermente sovradimensionato, ma un terminale elettronico che è fuori posizione di 0,02 mm potrebbe non superare il test della forza di inserimento del connettore di accoppiamento, innescando il rifiuto dell'intero lotto di produzione e un rischio di affidabilità sul campo che né il produttore né i suoi clienti possono accettare.

Articolo precedente
In che modo gli acciai avanzati ad alta resistenza modificano la produzione di componenti stampati per il settore automobilistico?
Articolo successivo
Confronto dei costi: parti stampate in metallo rispetto ai prodotti per parti trafilate in metallo nel 2026
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
