-
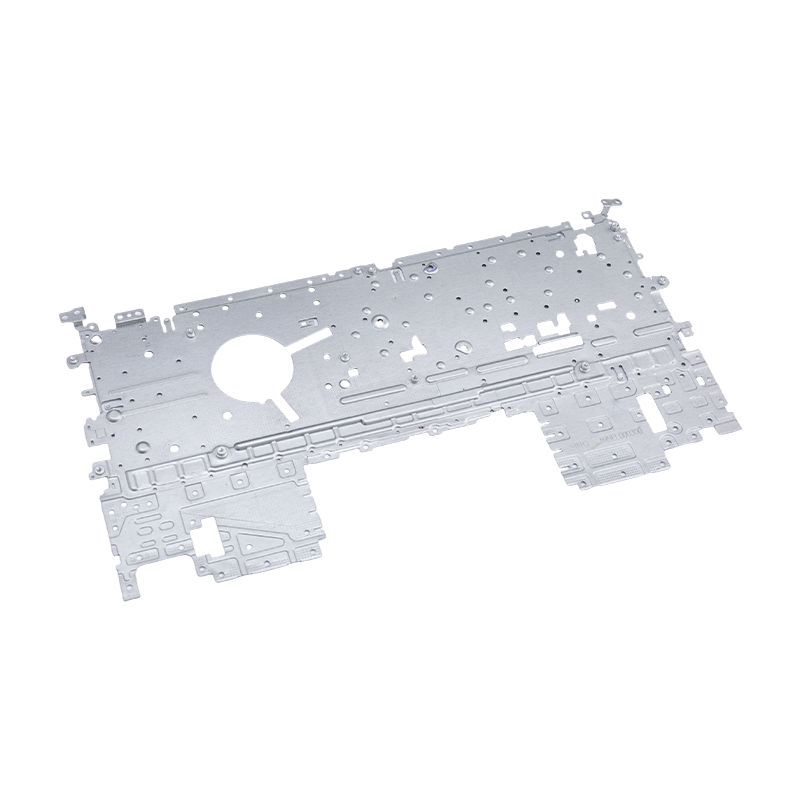
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
-
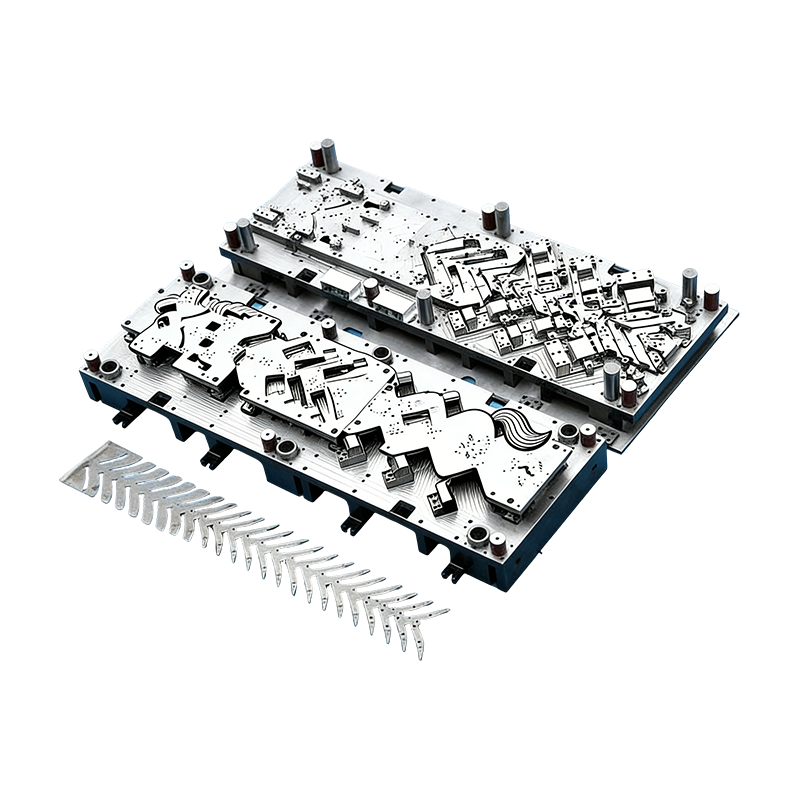
Stampi progressivi per componenti automobilistici
Questo stampo continuo per alloggiamenti di mot...
-
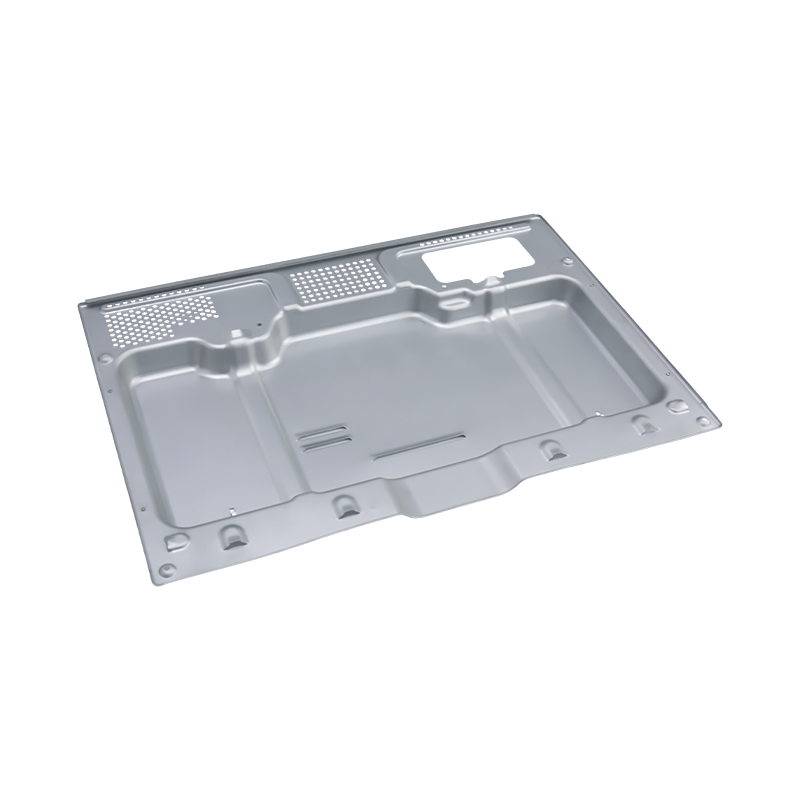
Parti per stampaggio di forni di fascia alta
I nostri componenti stampati per forni di fasci...
-
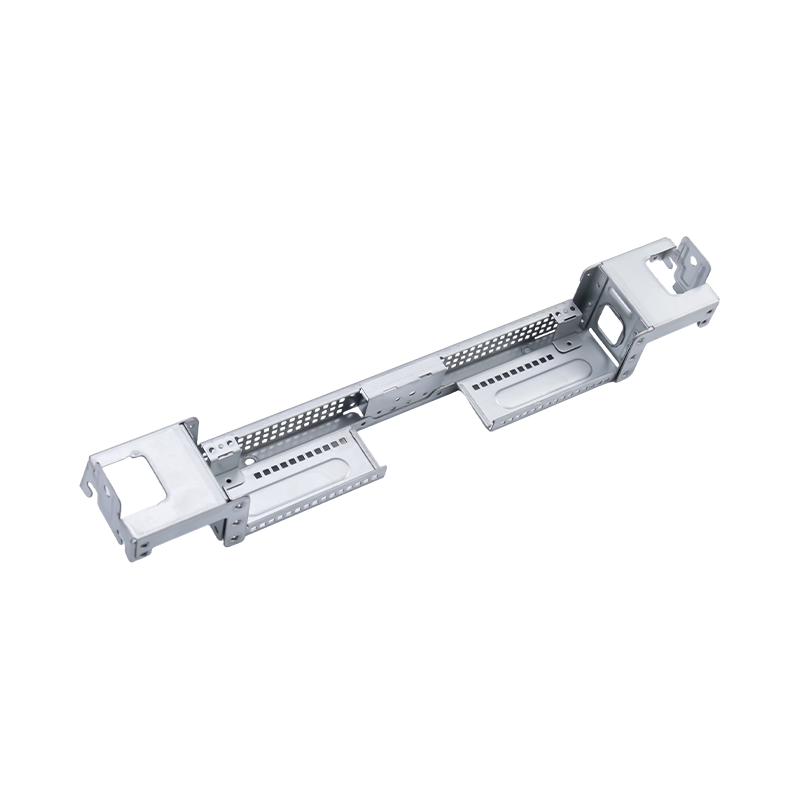
Parti per stampaggio di computer di grandi dimensioni di fascia alta
Le nostre parti stampate per computer di grandi...
-
Piccole parti stampate per laptop e telefoni cellulari
In quanto componenti interni essenziali per i m...
-
Parti stampate del coperchio della batteria
Le nostre parti stampate per il coperchio della...
Novità del settore
Casa / Novità / Novità del settore / Qual è la differenza tra stampi per stampaggio metalli progressivi e transfer?
Qual è la differenza tra stampi per stampaggio metalli progressivi e transfer?
2026-02-25
Come ogni tipo di stampo sposta il materiale attraverso la pressa
La differenza fondamentale tra gli stampi per stampaggio metalli progressivi e quelli a trasferimento risiede nel modo in cui il pezzo si sposta da una stazione di formatura a quella successiva. In uno stampo progressivo, il pezzo grezzo rimane attaccato al nastro originale durante l'intera sequenza di formatura. Il nastro avanza con un passo fisso ad ogni corsa della pressa, trasportando le parti parzialmente formate attraverso stazioni successive - foratura, foratura, piegatura, imbutitura - fino a quando la parte finita viene liberata dallo scheletro nella stazione finale. Il pezzo non viene mai separato fisicamente dalla striscia fino al completamento della formatura, il che significa che la striscia stessa funge da supporto e riferimento di posizionamento per ogni operazione.
Trasferimento stampi per stampaggio metalli operano secondo un principio fondamentalmente diverso. Un pezzo grezzo viene tagliato dalla bobina o dalla lamiera nella prima stazione e poi spostato come pezzo libero e indipendente da una stazione all'altra mediante un sistema di dita di trasferimento meccanico o servoazionato. Poiché la parte non è più collegata a una striscia, può essere riposizionata, capovolta o riorientata tra le stazioni, movimenti geometricamente impossibili quando il pezzo è ancora collegato a un supporto continuo. Questa distinzione nel modo in cui viene gestito il materiale è la causa principale di quasi tutte le altre differenze tra i due tipi di stampi in termini di capacità, costo e applicazione.
Geometria della parte e complessità della formatura
Le matrici progressive per stampaggio di metalli sono più adatte a parti dal profilo relativamente piatto o poco profondo. Poiché la parte rimane nella striscia, l'altezza totale di qualsiasi elemento formato è vincolata dalla necessità che la striscia continui ad avanzare in modo pulito attraverso lo stampo senza che la geometria formata sporchi le stazioni adiacenti o la struttura dello stampo stesso. Per le parti con profondità di imbutitura modesta (staffe, terminali, clip, laminazioni e hardware a sezione sottile) questo vincolo raramente ha importanza e l'utensileria progressiva è la scelta naturale. La disposizione delle strisce può spesso essere progettata per raggiungere tassi di utilizzo del materiale superiori al 75% e l’assenza di un meccanismo di trasferimento significa meno componenti meccanici e un sistema complessivo più semplice.
Trasferimento metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Velocità, produttività e volume di produzione
Gli stampi progressivi per stampaggio dei metalli superano costantemente gli stampi di trasferimento in corse al minuto. Poiché non è presente alcun meccanismo di trasferimento da sincronizzare, ovvero nessuna dita da estendere, afferrare, spostare e ritrarre tra una corsa e l'altra, gli stampi progressivi possono funzionare a velocità comprese tra 200 e 1.500 SPM a seconda della complessità della parte e della capacità della pressa. Per la produzione di pezzi di piccole e medie dimensioni, misurata in milioni di pezzi all’anno, in grandi volumi, questo vantaggio in termini di velocità si traduce in un vantaggio decisivo in termini di produttività, difficilmente eguagliabile da qualsiasi altro metodo di stampaggio.
Trasferimento dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Confronto di costi, manutenzione e impostazione degli utensili
L'investimento in attrezzature e i costi di manutenzione continua differiscono sostanzialmente tra i due tipi di stampi e comprendere queste differenze è essenziale per prendere una valida decisione in materia di approvvigionamento.
| Fattore | Stampi progressivi per stampaggio metalli | Trasferimento Metal Stamping Dies |
| Costo iniziale dell'attrezzatura | Da moderato ad alto | Da alto a molto alto |
| Tempo di installazione per corsa | Più corto: set di matrici singole | Più lungo: il sistema di trasferimento deve essere cronometrato e adattato |
| Complessità di manutenzione | Moderato: affilatura del punzone/matrice, usura del pilota | Più in alto: le dita di trasferimento, i binari e la fasatura aggiungono punti di usura |
| Flessibilità nel cambio stampo | Limitato: le stazioni sono interdipendenti | Più in alto: i singoli stampi delle stazioni possono essere scambiati in modo indipendente |
| Volume vitale minimo | Elevata (ammortizza i costi rispetto al volume) | Da medio ad alto |
Un vantaggio in termini di manutenzione offerto dalle matrici per stampaggio dei metalli a trasferimento rispetto agli utensili progressivi è la possibilità di riparare o sostituire le matrici delle singole stazioni senza ricostruire l'intero utensile. Poiché ciascuna matrice della stazione è un'unità separata, una stazione di trafilatura usurata può essere tirata e riaffilata mentre le altre rimangono sulla pressa. In uno stampo progressivo, tutte le stazioni sono integrate in un unico gruppo composito, il che significa che qualsiasi manutenzione che richieda lo smontaggio dello stampo interessa l'intero utensile e l'intero ciclo di produzione.
Utilizzo del materiale e differenze nel tasso di scarto
L'utilizzo del materiale è un'altra area in cui i due tipi di stampi divergono in modo significativo. Gli stampi progressivi per lo stampaggio dei metalli producono uno scheletro di scarto continuo (la striscia rimanente dopo la rimozione dei pezzi grezzi o finiti) che deve essere maneggiato, tritato, smaltito o riciclato. A seconda della geometria della parte e dell’efficienza della disposizione delle strisce, lo scheletro dei rottami può rappresentare il 20–40% del peso totale del coil consumato. Sofisticati layout delle strisce con tranciatura angolata, parti interfogliate a mano opposta o configurazioni a più file possono ridurre significativamente questa cifra, ma lo scheletro è un sottoprodotto inevitabile dell'elaborazione in-strip.
Trasferimento metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Scegliere il tipo di matrice giusto per la tua applicazione
La scelta tra stampi per stampaggio metalli progressivi e a trasferimento dovrebbe essere guidata da una valutazione strutturata dei requisiti delle parti piuttosto che dal solo costo. I seguenti criteri forniscono un quadro decisionale pratico:
- Geometria della parte: Se la parte può essere completamente formata rimanendo piatta in una striscia (tutte le caratteristiche accessibili dall'alto o dal basso senza riposizionamento) è appropriata l'attrezzatura progressiva. Se la parte richiede la formatura su più facce, l'imbutitura profonda oltre un rapporto profondità/diametro di circa 1:1 o operazioni sul lato inferiore di una flangia, è necessaria l'attrezzatura di trasferimento.
- Volume di produzione: Volumi annuali molto elevati (tipicamente superiori a 500.000 pezzi all'anno per parti di media complessità) favoriscono gli stampi progressivi perché il vantaggio in termini di velocità riduce significativamente il costo del tempo di stampa per pezzo. Gli stampi a trasferimento sono più economici per volumi moderati in cui la geometria della parte rende impossibile l'utensileria progressiva.
- Dimensione della parte: Le parti di grande formato, quelle che superano circa 400 mm in qualsiasi dimensione, diventano poco pratiche negli stampi progressivi perché i requisiti di lunghezza dello stampo e larghezza della bobina risultanti superano le capacità tipiche di gestione della pressa e della bobina. Le linee di trasferimento gestiscono pezzi di grandi dimensioni in modo più pratico utilizzando stampi a stazione individuale dimensionati per il pezzo anziché un singolo utensile progressivo allungato.
- Requisiti di precisione dimensionale: Gli stampi progressivi individuano la parte tramite perni pilota che impegnano i fori nella striscia, mentre gli stampi di trasferimento individuano i singoli pezzi grezzi tramite le caratteristiche della parte o l'attrezzatura annidata in ciascuna stazione. Per le parti in cui la tolleranza di posizione tra le caratteristiche è inferiore a ±0,05 mm, la strategia di posizionamento di ciascun tipo di matrice deve essere attentamente valutata rispetto all'accumulo di tolleranze che genererà.
- Flessibilità progettuale futura: Se si prevede che la progettazione della parte cambi durante il ciclo di vita del prodotto, gli strumenti di trasferimento offrono una maggiore adattabilità poiché gli stampi delle singole stazioni possono essere modificati in modo indipendente. La modifica di una caratteristica in uno stampo progressivo spesso richiede la riprogettazione simultanea di più stazioni interdipendenti.
In pratica, la decisione raramente viene presa in modo isolato. Un produttore esperto di stampi valuterà insieme il disegno della parte, la previsione del volume annuale, le risorse disponibili per la pressa e i requisiti di assemblaggio a valle prima di consigliare una strategia di attrezzaggio. Sia gli stampi per stampaggio metalli progressivi che quelli a trasferimento rappresentano tecnologie mature e ben comprese: la chiave è abbinare la tecnologia corretta alle esigenze specifiche dell'applicazione piuttosto che ricorrere all'approccio più familiare.

Articolo precedente
Confronto dei costi: parti stampate in metallo rispetto ai prodotti per parti trafilate in metallo nel 2026
Articolo successivo
Il settore degli stampi per stampaggio automobilistico sta inaugurando una nuova tornata di aggiornamenti tecnologici.
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
