-
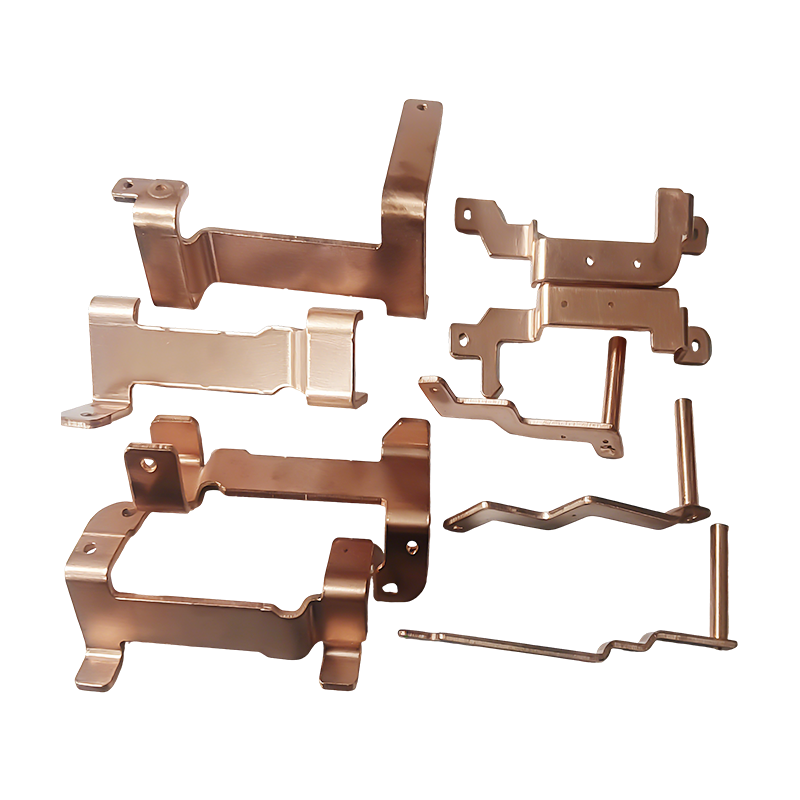
Parti per stampaggio sbarre in rame per veicoli di nuova energia
Le parti stampate delle sbarre collettrici in r...
-

Parti stampate per alloggiamenti di motori automobilistici
Le parti stampate dell'alloggiamento dei m...
-
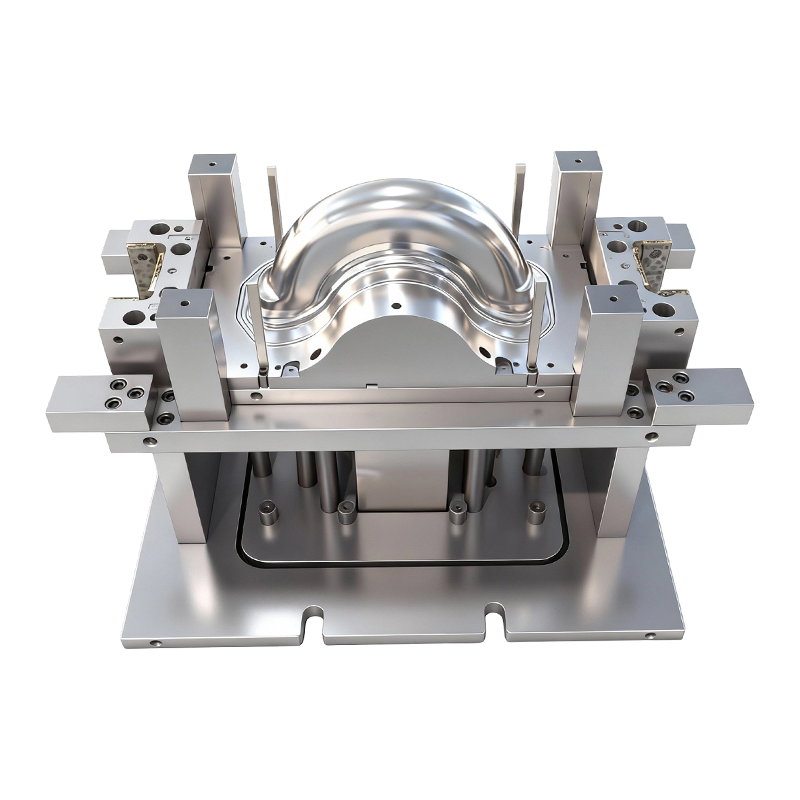
Stampo per imbutitura profonda per ruote anteriori e posteriori di veicoli elettrici a due ruote
Questo stampo per imbutitura profonda per ruote...
-
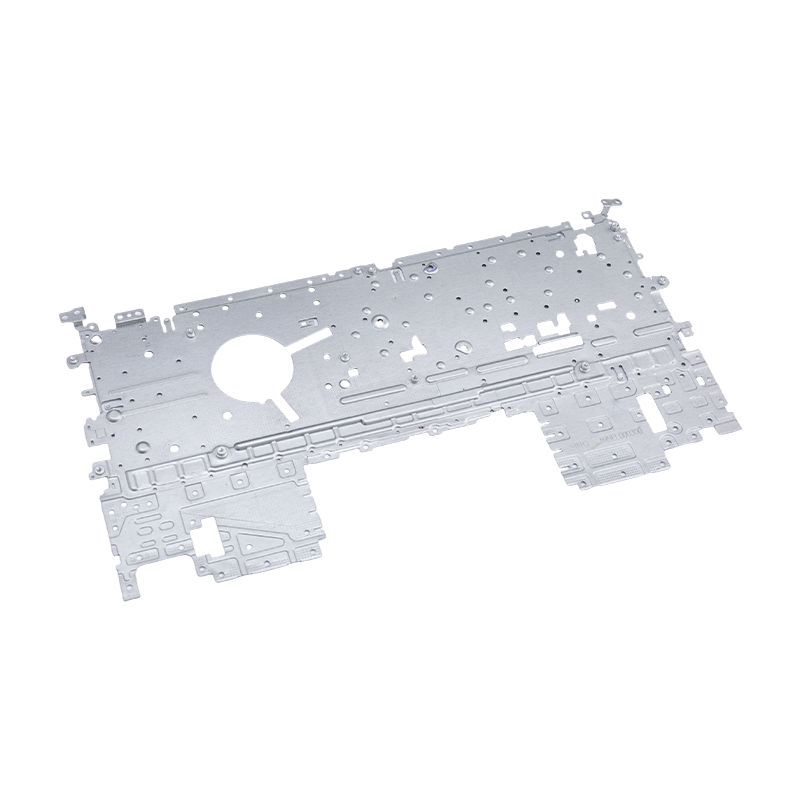
Parti per stampaggio di laptop
Le nostre parti stampate per laptop sono compon...
-
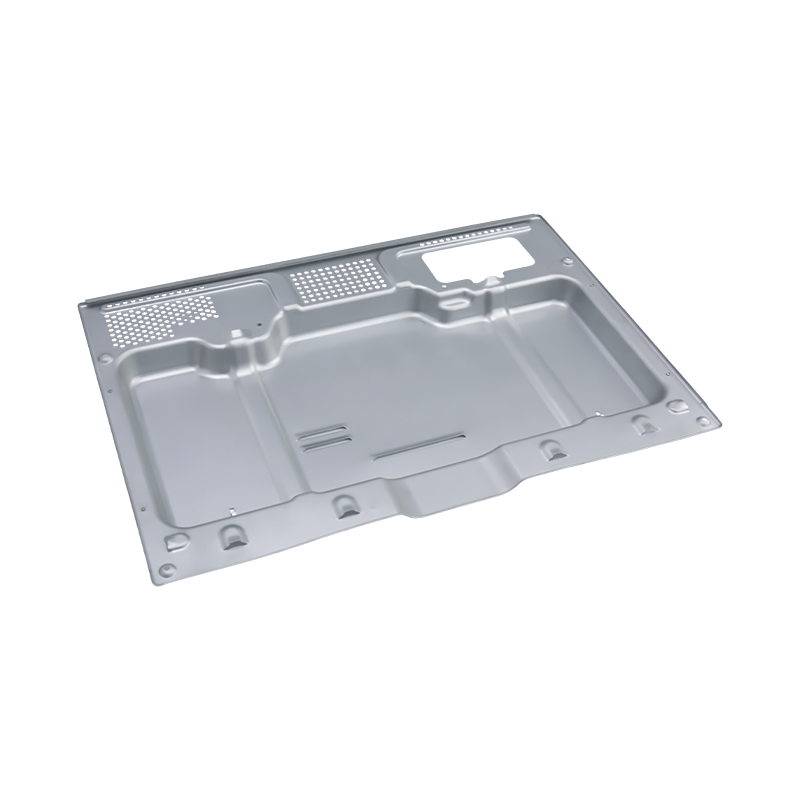
Parti per stampaggio di forni di fascia alta
I nostri componenti stampati per forni di fasci...
-
Parti per stampaggio di computer di grandi dimensioni di fascia alta
Le nostre parti stampate per computer di grandi...
Novità del settore
Casa / Novità / Novità del settore / Parti stampate per coperchi batteria per involucri di batterie per veicoli elettrici e di accumulo di energia
Parti stampate per coperchi batteria per involucri di batterie per veicoli elettrici e di accumulo di energia
2026-06-16
Una batteria che si guasta sul campo raramente si guasta a causa delle celle. Più spesso, la causa principale è una copertura non sigillata, una flangia non allineata o una sporgenza di montaggio che si è incrinata sotto le vibrazioni. Le parti stampate del coperchio della batteria rappresentano la prima linea di difesa strutturale e ambientale per ogni sistema di batterie per veicoli elettrici, industriali e di accumulo di energia, e gli standard di tolleranza che devono soddisfare si sono inaspriti in modo significativo con l'aumento delle tensioni dei pacchi e delle densità di energia.
Questo articolo tratta i materiali, i processi, i requisiti dimensionali e le opzioni di personalizzazione che definiscono una parte stampata del coperchio della batteria pronta per la produzione e cosa verificare quando si qualifica un fornitore.

Cosa fanno effettivamente le parti stampate del coperchio della batteria
Il coperchio di un involucro di batteria ha tre funzioni simultanee. Strutturalmente, deve mantenere la sua geometria sotto i carichi meccanici dell’assemblaggio del veicolo, delle vibrazioni della strada e dei cicli termici senza deformarsi o trasmettere stress alle celle sottostanti. Dal punto di vista ambientale, deve raggiungere e mantenere l'integrità della tenuta IP67 o IP68, ovvero nessuna penetrazione di polvere e acqua in caso di immersione prolungata. Funzionalmente, deve interfacciarsi esattamente con l'involucro della batteria, il connettore ad alta tensione e tutti i canali di raffreddamento integrati nel design del pacco.
Soddisfare tutti e tre i requisiti in un unico componente stampato, piuttosto che in un’alternativa lavorata o fusa, è ciò che rende lo stampaggio con imbutitura profonda il processo preferito per la produzione di batterie in grandi volumi. Lo stampaggio consegna dimensioni coerenti e tolleranze strette (±0,01 mm – ±0,05 mm) a ritmi di produzione che fusione e lavorazione non possono eguagliare, mantenendo al tempo stesso il costo per pezzo sufficientemente basso da consentire alle catene di fornitura OEM di operare su larga scala.
Selezione del materiale: acciaio laminato a freddo, lega di alluminio o acciaio inossidabile
La scelta del materiale del substrato stabilisce il limite massimo per ogni parametro prestazionale che la copertura può raggiungere: resistenza alla corrosione, peso, formabilità, saldabilità e costo. Tre famiglie di materiali dominano le applicazioni dei coperchi delle batterie.
Acciaio laminato a freddo offre un'elevata resistenza alla trazione e un'eccellente formabilità a basso costo della materia prima. È la scelta standard per gli involucri di batterie industriali e i sistemi di accumulo dell'energia in cui il peso è una preoccupazione secondaria e la rigidità strutturale è il requisito principale. I trattamenti superficiali post-stampa – zincatura, rivestimento elettronico o verniciatura a polvere – vengono generalmente applicati per soddisfare gli obiettivi di resistenza alla corrosione.
Leghe di alluminio, in particolare qualità 3003 e 5052, sono il materiale dominante nelle coperture delle batterie dei veicoli elettrici, dove il peso del pacco influisce direttamente sull'autonomia del veicolo. La lega 3003 offre una buona formabilità e una resistenza moderata, il che la rende particolarmente adatta alle geometrie delle coperture con imbutitura poco profonda. La lega 5052 fornisce maggiore robustezza e resistenza alla corrosione superiore, che è preferibile per le coperture esposte a condensa, refrigerante o spruzzi stradali. Entrambi i gradi vengono imbutiti in profondità in modo pulito e accettano l'anodizzazione o il rivestimento di conversione per una protezione aggiuntiva.
Acciaio inossidabile è specificato per applicazioni che richiedono resistenza alla corrosione intrinseca senza trattamento superficiale aggiuntivo: sistemi fissi di accumulo di energia in ambienti umidi, pacchi batteria marini o qualsiasi applicazione in cui l'adesione del rivestimento non può essere garantita per tutta la durata del prodotto. Il suo tasso di incrudimento più elevato richiede attrezzature attentamente progettate per prevenire il ritorno elastico e mantenere la stabilità dimensionale dopo la formatura.
Processi di imbutitura profonda e stampaggio avanzato
La maggior parte dei coperchi delle batterie non sono semplici pezzi grezzi piatti. Incorporano canali di tenuta incassati, flange rialzate, sporgenze integrate e contorni complessi che richiedono sequenze di stampaggio con stampo progressivo o a trasferimento multistadio. L'imbutitura profonda, ovvero l'estrazione di un foglio di metallo piatto in una forma tridimensionale utilizzando un punzone e una matrice, è l'operazione principale, ma il componente finito in genere passa attraverso stazioni aggiuntive per la rifilatura, foratura, coniatura e flangiatura prima di lasciare la pressa.
Il controllo del processo in ciascuna stazione determina se la parte finita soddisfa la tolleranza. La pressione del portagrezzo controlla il flusso del materiale e previene le pieghe; una pressione insufficiente consente alla flangia di deformarsi, mentre una pressione eccessiva provoca lacerazioni nel raggio di imbutitura. La gestione della lubrificazione influisce sulle condizioni della superficie — una finitura superficiale liscia di Ra ≤ 0,8μm è ottenibile su substrati di alluminio e acciaio quando la geometria dell'utensile e lo spessore del film lubrificante sono abbinati correttamente.
La tolleranza zero alle bave è un requisito non negoziabile per i coperchi delle batterie. Una bava su una scanalatura di tenuta interrompe la superficie di contatto della guarnizione e crea un percorso di perdita; una bava su un bordo interno può migrare nella pila di celle. Per ottenere bordi costantemente privi di bave nella produzione di massa è necessario che gli utensili siano mantenuti a distanze ridotte – in genere il 5–8% dello spessore del materiale per l’acciaio, leggermente più ampi per l’alluminio – e intervalli regolari di ispezione dello stampo calibrati in base al volume di produzione.
Prestazioni di tenuta: requisiti IP67 e IP68
IP67 richiede che la custodia resista all'immersione fino a un metro d'acqua per trenta minuti senza ingresso. IP68 estende questo limite all'immersione continua a una profondità concordata tra il produttore e l'utente finale, solitamente 1,5 m per 30 minuti nelle applicazioni automobilistiche, sebbene gli OEM di veicoli elettrici spesso specifichino condizioni più impegnative.
Il raggiungimento di questi valori da una copertura stampata dipende da tre fattori: la planarità della flangia di tenuta, la finitura superficiale della scanalatura o del cordone che entra in contatto con la guarnizione e la consistenza dimensionale del disegno dei fori che comprime la tenuta. Una deviazione della planarità della flangia anche di 0,1 mm su un lungo periodo di tenuta è sufficiente per creare uno spazio in cui l'acqua può penetrare sotto pressione. Questo è il motivo per cui la tolleranza dimensionale sulle caratteristiche di tenuta è mantenuta più stretta rispetto alle caratteristiche strutturali: in genere ±0,01 mm sulla profondità della scanalatura e sulla larghezza del cordone di tenuta.
Il nostro parti di precisione per stampaggio di batterie per autoveicoli e veicoli elettrici sono fabbricati con una geometria della scanalatura di tenuta convalidata rispetto alle specifiche del fornitore della guarnizione prima che l'attrezzatura di produzione sia finalizzata, eliminando i rischi di compressione e percorso di perdita che derivano dalla mancata corrispondenza tra dimensione nominale della progettazione e dimensione nominale dell'attrezzatura.
Il nostro Battery Cover Stamping Parts: Specification Overview
Il nostro battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Le parti presentano una finitura superficiale liscia (Ra ≤ 0,8μm), con tolleranza zero alle bave e nessuna deformazione, proteggendo efficacemente i nuclei della batteria da polvere, umidità e impatti esterni garantendo allo stesso tempo l'integrità della tenuta IP67/IP68. Supportano un'integrazione perfetta con gli involucri delle batterie e possono essere personalizzati con sporgenze di montaggio integrate, scanalature di tenuta, fori, flange o strutture di piegatura in base alle specifiche esigenze di installazione, comprese le disposizioni per connettori ad alta tensione e interfacce di raffreddamento.
Con un'eccellente stabilità strutturale e resistenza alla corrosione, queste parti stampate per batterie per veicoli elettrici migliorano la sicurezza e la durata complessive dei sistemi di batterie. Sono adatti per produzione di massa (500.000 – 10 milioni di parti/anno) , garantendo efficienza in termini di costi e fornitura affidabile per OEM e produttori di batterie, supportati dalla certificazione di qualità IATF 16949.
Personalizzazione: sporgenze, scanalature, flange e interfacce funzionali
Non esistono due modelli di pacchi batteria che condividano la stessa geometria della copertura. Le piattaforme per veicoli elettrici differiscono per formato delle celle (cilindriche, prismatiche, a custodia), disposizione dei moduli, architettura di gestione termica e posizionamento dei connettori e ogni variazione si propaga nel design della copertura come una diversa combinazione di caratteristiche.
I requisiti di personalizzazione più comuni rientrano in cinque categorie. Boss di montaggio — cuscinetti rialzati con fori filettati o con spazio libero — posizionare il coperchio sull'alloggiamento della batteria e distribuire il carico di bloccaggio lontano dall'interfaccia di tenuta. Sigillatura delle scanalature deve corrispondere in larghezza, profondità e raggio alle specifiche della guarnizione o dell'O-ring, con tolleranze sufficientemente strette da garantire il rapporto di compressione specificato su tutta la gamma di produzione. Ritagli e fori trafitti per connettori, prese d'aria e sensori devono essere posizionati rispetto al perimetro di tenuta con la stessa precisione delle caratteristiche di accoppiamento del coperchio sull'alloggiamento. Flange e strutture di piegatura aggiungere rigidità, creare caratteristiche di posizionamento dell'assieme o formare punti di attacco per moduli adiacenti. Interfacce di raffreddamento — rientranze o elementi passanti che collegano il coperchio a un circuito di raffreddamento a liquido — richiedono un controllo dimensionale particolarmente accurato per garantire un collegamento privo di perdite ai collettori di raffreddamento.
Tutte queste caratteristiche sono ottenibili mediante il processo di imbutitura profonda e stampaggio progressivo. Il prerequisito fondamentale è che l'attrezzatura sia progettata fin dall'inizio tenendo presente le tolleranze di produzione, non le dimensioni nominali, perché una caratteristica geometricamente corretta su un modello 3D ma attrezzata secondo il valore nominale senza margine di capacità di processo produrrà scarti nel momento in cui le condizioni del processo variano.
Il nostro capacità di progettazione di stampi per imbutitura profonda di automobili e veicoli elettrici garantire che ogni caratteristica personalizzata sia progettata per la stabilità della produzione sin dalla prima prova dello stampo, riducendo i cicli di iterazione tra l'approvazione del prototipo e il lancio della produzione di massa.
Capacità di produzione di massa e garanzia di qualità
Gli OEM di batterie e i fornitori di livello 1 hanno bisogno di qualcosa di più di un componente che superi un'ispezione a campione. Hanno bisogno di una catena di fornitura in grado di fornire risultati Da 500.000 a 10 milioni o più di parti all'anno con qualità costante, tempi di consegna prevedibili e un sistema di gestione della qualità che genera i dati necessari per supportare gli audit dei clienti e le richieste normative.
La certificazione IATF 16949 è lo standard di qualità di base per le catene di fornitura automobilistiche. Impone che il controllo statistico del processo, l'analisi del sistema di misurazione e i processi di approvazione delle parti di produzione siano attuati e documentati, non solo al momento del lancio del fornitore, ma continuamente durante tutto il ciclo di produzione. Nello specifico, per lo stampaggio del coperchio della batteria, ciò significa che le dimensioni critiche delle caratteristiche di tenuta, della planarità della flangia e della posizione dei fori vengono misurate su un piano di campionamento definito per ogni lotto di produzione, con risultati trendizzati e rivisti rispetto ai limiti di controllo.
Con volumi di produzione superiori a poche centinaia di migliaia di pezzi all'anno, l'automazione dello stampaggio diventa essenziale per mantenere la coerenza. La tecnologia della servopressa consente di controllare la forza e la posizione in ogni fase della corsa, compensando la variazione dello spessore del materiale e l'usura dello stampo in un modo che le presse meccaniche a velocità fissa non possono fare. Il nostro apparecchiature per l'automazione dello stampaggio integra il controllo della pressa, il rilevamento nello stampo e l'ispezione delle parti per mantenere la stabilità dimensionale su lunghi cicli di produzione senza aumentare l'intervento dell'operatore.
La certificazione dei materiali in entrata, i rapporti di ispezione del primo articolo, i rapporti di misurazione dimensionale e la verifica della finitura superficiale vengono forniti come documentazione standard per ogni ordine di produzione, fornendo ai team di acquisto e qualità i record di tracciabilità necessari per supportare i propri impegni con i clienti.
Qualificare un fornitore di stampi per coperchi di batterie: cosa verificare
Il processo di qualificazione dei fornitori per le parti stampate del coperchio della batteria dovrebbe andare oltre una revisione del campione. Queste sono le aree che determinano se un fornitore può sostenere la qualità su larga scala e non limitarsi a produrre campioni accettabili.
Programma di proprietà e manutenzione degli strumenti. Confermare chi possiede le attrezzature di produzione e qual è l'intervallo di manutenzione dello stampo. Un fornitore che ritarda la manutenzione per massimizzare i tempi di attività della stampante finirà per produrre parti fuori tolleranza senza preavviso.
Capacità di misurazione sulle caratteristiche di tenuta. Richiedere dati R&R del manometro sulle misurazioni della scanalatura di tenuta e della planarità della flangia. Un sistema di misurazione con una variazione superiore al 10% rispetto alla fascia di tolleranza non può distinguere in modo affidabile le parti conformi da quelle non conformi.
Tracciabilità dei materiali. L’alluminio e l’acciaio per batterie devono essere tracciabili fino al certificato dello stabilimento. Per le filiere certificate IATF questo è obbligatorio; per le applicazioni non automobilistiche è ancora l'unico modo per verificare che il materiale soddisfi la lega e lo stato d'animo specificati.
Processo di transizione dal prototipo alla produzione. Un fornitore con un processo APQP (Advanced Product Quality Planning) documentato identificherà potenziali errori di processo prima che gli strumenti di produzione vengano tagliati, riducendo il rischio di un ritardo nel lancio causato da un problema di progettazione per la produzione che era visibile dal disegno ma mai intensificato.
Per gli OEM e i produttori di batterie che valutano i partner per lo stampaggio, il ns servizi di sviluppo e qualificazione di stampi personalizzati sono strutturati esattamente attorno a questi requisiti: dalla revisione DFM iniziale alla presentazione del PPAP fino alla produzione in stato stazionario.
Articolo precedente
High-Hardness Alloy Steel in Stamping Dies
Articolo successivo
Parti metalliche stampate per elettrodomestici: materiali, precisione e soluzioni personalizzate
Il nostro Prodotti.
Avvia la tua attività con un produttore OEM proprio qui!
Fornire ai clienti globali soluzioni complete chiavi in mano
attraverso
innovazione!
LINK VELOCI
INFORMAZIONI DI CONTATTO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
N. 118 Yexin Road, zona di sviluppo economico di Wujiang, Suzhou, Cina
Diritto d'autore © Suzhou Shuangqisi Mold Equipment Co., Ltd. Tutti i diritti riservati. Stampo per stampaggio personalizzato Produttori di stampi per stampaggio metalli
